
檢檢測(cè)")

關(guān)注")
分享:累積疊軋TC4鈦合金的組織演化與力學(xué)性能

劉國(guó)懷
東北大學(xué)軋制技術(shù)及連軋自動(dòng)化國(guó)家重點(diǎn)實(shí)驗(yàn)室 沈陽(yáng) 110819
摘要
采用累積疊軋技術(shù)制備具有超細(xì)晶組織的TC4鈦合金,考察了疊軋工藝對(duì)界面結(jié)合和微觀組織的影響規(guī)律以及該過(guò)程中α ?β兩相鈦合金的變形機(jī)制,分析了疊軋工藝對(duì)TC4合金力學(xué)性能的影響。結(jié)果表明,TC4合金累積疊軋過(guò)程中需要足夠的加熱溫度(近于720 ℃)、防氧化處理以及多層數(shù)大下壓量的軋制工藝,才能獲得良好的界面結(jié)合,但是界面處存在O含量較高的硬化層。隨著疊軋溫度和疊軋層數(shù)的增加,TC4板材的結(jié)合界面逐漸消失并具有較高的結(jié)合強(qiáng)度。累積疊軋過(guò)程是協(xié)同變形和剪切變形綜合作用的結(jié)果,即變形初期晶界β相由長(zhǎng)條狀轉(zhuǎn)變?yōu)槎唐瑺钋揖Ы绨l(fā)生滑移,而在變形程度較高時(shí)組織中有大量的剪切帶,此過(guò)程存在大量局部變形以適應(yīng)大塑性變形過(guò)程。變形組織中存在局部等軸組織(約300 nm)和拉長(zhǎng)的變形結(jié)構(gòu)(約400 nm),其中等軸組織是由于變形溫度、局部剪切變形和局部過(guò)熱作用而發(fā)生再結(jié)晶形成的。疊軋板材在厚度方向存在組織性能不均勻現(xiàn)象,在結(jié)合界面處硬度較高,隨著疊軋層數(shù)的增加硬度逐漸趨于一致。同時(shí)隨著疊軋層數(shù)的增加,TC4合金的抗拉強(qiáng)度逐漸增加,在疊軋16層后抗拉強(qiáng)度達(dá)到1325 MPa,塑性降低為5.4%。在疊軋層數(shù)較少時(shí),斷裂過(guò)程表現(xiàn)為韌性斷裂,隨著疊軋層數(shù)的增加,斷口形貌逐漸轉(zhuǎn)變?yōu)轫g窩斷口和準(zhǔn)解理斷口的綜合形貌。
關(guān)鍵詞:
大塑性變形(severe plastic deformation,SPD)在保持金屬材料尺寸的同時(shí)可以獲得較高的等效應(yīng)變,進(jìn)而獲得超細(xì)晶甚至納米晶組織[1~4]。其中,累積疊軋(acculative roll bonding,ARB)是一種具有連續(xù)生產(chǎn)薄板類超細(xì)晶組織的方法,所制備金屬材料的晶粒尺寸能夠達(dá)到納米級(jí)(100~500 nm),并在Mg、Al、Cu及其復(fù)合材料中得到應(yīng)用[5~10]。具有超細(xì)晶組織的鈦合金可以顯著提高其使用性能和低溫超塑性性能,對(duì)航空航天系統(tǒng)用復(fù)雜異構(gòu)件的制備具有重要作用[11~13]。但是,鈦合金具有變形抗力高、抗氧化性能差以及彈性模量低等特點(diǎn),在ARB過(guò)程中容易發(fā)生變形量不足導(dǎo)致界面結(jié)合強(qiáng)度低,同時(shí)高溫軋制下需要綜合考慮晶粒細(xì)化效果以及界面結(jié)合情況,并容易因界面氧化產(chǎn)生夾雜、孔洞缺陷以及結(jié)合不足等問(wèn)題[14~16]。尤其對(duì)于中等強(qiáng)度的鈦合金(如TC4合金),疊軋溫度下的界面易氧化和較高的變形抗力對(duì)界面結(jié)合極其不利,其影響規(guī)律尚不清楚。經(jīng)ARB處理后的鈦合金,其界面結(jié)合依賴于變形溫度、變形速率、下壓量和疊軋層數(shù)等工藝參數(shù),同時(shí)需要綜合考慮界面處理和防氧化技術(shù)。目前鈦合金的大塑性變形通常采用多向鍛造、等通道擠壓等方法,并集中于對(duì)低強(qiáng)度鈦合金在常溫下進(jìn)行塑性變形[17~20]。Zherebtsov等[18]和Pachla等[19]分別通過(guò)多向鍛造和扭轉(zhuǎn)擠壓的方法對(duì)TC4合金和純Ti進(jìn)行大塑性變形,獲得了納米晶組織。在Terada等[20]室溫疊軋的基礎(chǔ)上,Milner等[21]采用加熱后的疊軋工藝制備了具有細(xì)晶組織的純Ti,提高了界面強(qiáng)度并具有良好的晶粒細(xì)化效果,使其更適合于工業(yè)化生產(chǎn)。因此,考察TC4合金的ARB處理工藝及其對(duì)結(jié)合界面的影響有利于實(shí)現(xiàn)高質(zhì)量鈦合金板材的開發(fā)。
對(duì)于具有hcp結(jié)構(gòu)的鈦合金材料,塑性變形過(guò)程中僅有少量的滑移系協(xié)調(diào)變形,其組織演化不同于立方結(jié)構(gòu)的金屬材料[22,23]。經(jīng)ARB處理后的組織演化表現(xiàn)為晶粒分解,該過(guò)程中晶界的形成主要是通過(guò)位錯(cuò)界面以及大量幾何必需界面的形成[24]。Terada等[20,25]在純Ti的ARB組織中發(fā)現(xiàn)存在等軸晶和層片組織,其中大量的剪切帶和局部過(guò)熱是引起上述變形組織的主要原因。而對(duì)于具有α /β兩相組織的鈦合金,會(huì)發(fā)生晶粒間變形差異以及剪切變形的共同作用,進(jìn)而表現(xiàn)為復(fù)雜的微觀組織以及軟化機(jī)制。因此,研究?jī)上噔伜辖餉RB處理下的組織演化和變形過(guò)程有利于對(duì)組織性能的精確控制。
本工作研究了TC4合金(Ti-6Al-4V,質(zhì)量分?jǐn)?shù),%) ARB過(guò)程中的界面結(jié)合和組織演化,考察界面處理、軋制溫度和軋制道數(shù)對(duì)疊軋結(jié)合界面的影響,分析界面處的微觀組織和溶質(zhì)元素分布規(guī)律,研究TC4合金大塑性變形下的組織演化和晶粒細(xì)化機(jī)制,同時(shí)考察了累積疊軋TC4合金的硬度和拉伸性能,分析疊軋工藝對(duì)TC4合金組織均勻性和斷裂過(guò)程的影響。
TC4合金板材(Ti-6Al-4V)由真空自耗電弧爐3次重熔,其相變點(diǎn)為964 ℃,鑄錠經(jīng)β相區(qū)開坯鍛造后,在α+β相區(qū)低溫區(qū)軋制出具有等軸組織板材,進(jìn)行均勻化退火處理,用線切割的方法得到疊軋用板材。
采用液壓傳動(dòng)的?450型熱軋機(jī)進(jìn)行累積疊軋實(shí)驗(yàn),選取100 mm×80 mm×2 mm的TC4合金板材,原始試樣經(jīng)過(guò)表面打磨處理、酒精清洗和表面防氧化處理后,在不同軋制溫度(500~950 ℃)和軋制速率下(0.3~1 m/s)進(jìn)行疊軋實(shí)驗(yàn),保證首道次的下壓量為50%,考察疊軋結(jié)合界面隨軋制溫度和疊軋層數(shù)的變化規(guī)律,及疊軋工藝參數(shù)對(duì)微觀組織以及力學(xué)性能的影響規(guī)律。將制備的試樣進(jìn)行篩選,然后線切割和鑲嵌后用砂紙打磨后拋光腐蝕,腐蝕劑為HNO3∶HF∶H2O=1∶1∶18 (體積比)。利用GX-71金相顯微鏡(OM)以及Quantan-200型掃描電鏡(SEM)及其自帶的能譜儀(EDS)進(jìn)行微觀組織觀察和成分分析。利用FM-700顯微硬度計(jì)進(jìn)行硬度分析,利用AG-X plus電子萬(wàn)能試驗(yàn)機(jī)測(cè)試其拉伸性能。
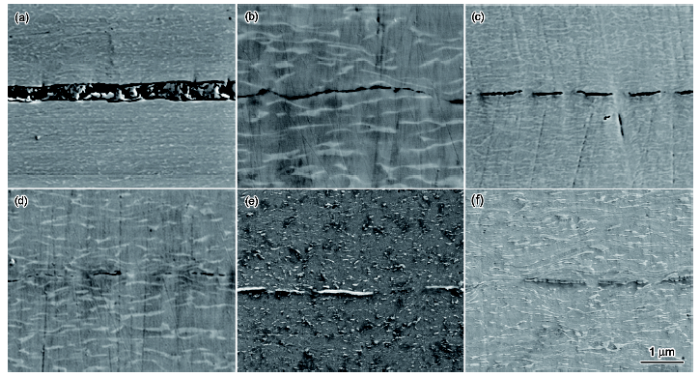
圖1給出了ARB處理TC4合金結(jié)合界面隨軋制溫度的變化情況。如圖1a所示,在ARB過(guò)程未進(jìn)行防氧化處理的情況下,結(jié)合界面較寬且結(jié)合強(qiáng)度較低,這是因?yàn)樵诏B軋溫度下,TC4合金表面發(fā)生嚴(yán)重氧化,阻礙了原子擴(kuò)散過(guò)程,使得界面難以達(dá)到物理冶金結(jié)合。在進(jìn)行氧化防護(hù)的情況下,隨著疊軋溫度的升高,疊軋界面的結(jié)合程度逐漸增加,如圖1b~f所示。在低于700 ℃的條件下,疊軋界面存在部分焊合和孔洞的交替排列,同時(shí)隨著溫度的增加,孔洞逐漸消失,如圖1b~d所示。當(dāng)疊軋溫度較高時(shí)(≥700 ℃),界面處未發(fā)現(xiàn)明顯的孔洞分離現(xiàn)象,界面結(jié)合程度較高,而在界面處通常存在凸起的條狀顆粒物,這主要是由于鈦合金表面的吸氧作用以及界面處理產(chǎn)生的加工硬化現(xiàn)象,使得結(jié)合界面強(qiáng)度較高,如圖1e和f所示。
圖1 TC4合金累積疊軋(ARB)過(guò)程中結(jié)合界面形態(tài)隨疊軋溫度的變化
Fig.1 Variations of the bonding interface of the ARB processed TC4 alloy without (a) and with oxidation protection under rolling temperatures of 600 ℃ (b), 650 ℃ (c), 680 ℃ (d), 700 ℃ (e) and 750 ℃ (f) (ARB—acculative roll bonding)
ARB過(guò)程的界面結(jié)合通常被認(rèn)為是一個(gè)固相擴(kuò)散的過(guò)程,相互鄰近表面的原子在壓力作用下擴(kuò)散進(jìn)入對(duì)方層中,在界面的凸起部位率先產(chǎn)生初結(jié)合,隨著能量的持續(xù)施加,結(jié)合區(qū)不斷擴(kuò)大從而達(dá)到全面結(jié)合。該過(guò)程受軋制溫度、材料的壓下量以及接觸時(shí)間等影響較大。對(duì)于超細(xì)晶組織的制備,一方面需要盡量降低加工溫度,另一方面需要保證較低的變形抗力和足夠的結(jié)合強(qiáng)度。上述結(jié)果顯示,TC4合金ARB過(guò)程中的界面結(jié)合需要保證疊軋溫度在720 ℃左右。除此之外,在疊軋溫度下鈦合金發(fā)生劇烈的界面氧化問(wèn)題,氧化層會(huì)在疊軋過(guò)程中進(jìn)入材料內(nèi)部形成裂紋,同時(shí)阻礙原子擴(kuò)散過(guò)程,極大降低界面的結(jié)合強(qiáng)度,因此,TC4合金ARB處理過(guò)程需要保證足夠的加熱溫度并進(jìn)行防氧化處理。
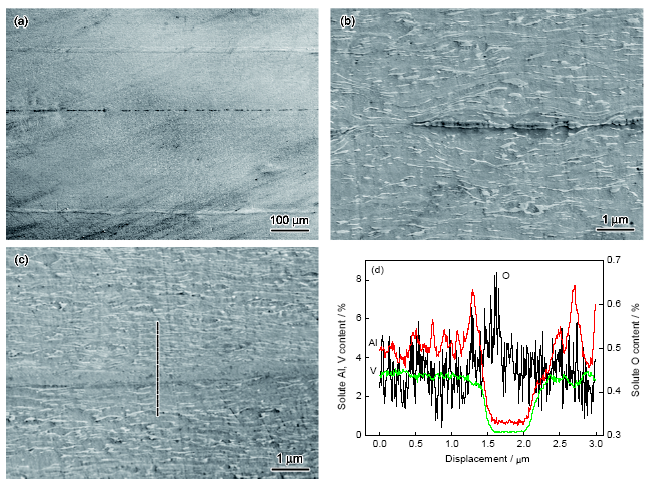
圖2 TC4合金疊軋過(guò)程中結(jié)合界面的形態(tài)及成分分布
Fig.2 Morphologies and solute distributions of the bonding interface for the TC4 alloy with 2 ARB cycles(a) macrostructure (b) microstructure for the new ARB interface(c) microstructure for the initial interface(d) solute distributions near the initial interface along the dotted line in
TC4合金疊軋界面的組織演化是變形溫度和反復(fù)疊軋變形應(yīng)力綜合作用的結(jié)果。圖2給出了疊軋4層后TC4合金結(jié)合界面處的組織演化和溶質(zhì)分布情況。疊軋4層的TC4板材在厚度方向上存在3個(gè)結(jié)合界面,其中中間層為第二次疊軋的新界面,而上下兩層為在第一次疊軋中的原始界面。中間兩層板材存在層厚不同的現(xiàn)象,這主要是由于心部軋制力不足導(dǎo)致的。同時(shí)隨著疊軋層數(shù)的增加,板材層厚的均勻程度會(huì)逐漸增加。在二次疊軋的新界面處存在斷續(xù)的條狀凸起顆粒,界面兩邊的組織呈現(xiàn)明顯的剪切變形分布,顯示該處存在強(qiáng)烈的加工硬化和變形不均勻現(xiàn)象。而在一次疊軋界面處,受反復(fù)變形應(yīng)力和加熱溫度的影響,界面結(jié)合程度較高,微觀組織和溶質(zhì)元素分布較為均勻,其組織形態(tài)近似與基體保持一致,如圖2c所示。對(duì)該處的溶質(zhì)分布情況進(jìn)行測(cè)量,如圖2d所示,O含量較高,而溶質(zhì)Al、V的含量存在不同程度的下降,表明在疊軋過(guò)程中結(jié)合界面處,由于鈦合金的吸氧效應(yīng)界面處存在一定寬度的氧化層。而TC4合金在經(jīng)歷多層數(shù)的疊軋過(guò)程后,反復(fù)變形應(yīng)力和加熱溫度作用可以有效改善界面的結(jié)合強(qiáng)度。同時(shí),隨著疊軋界面處位錯(cuò)能的堆積,在溶質(zhì)擴(kuò)散、回復(fù)和再結(jié)晶的作用下,晶粒逐漸長(zhǎng)大也使得疊軋界面逐漸消失并與基體保持一致。
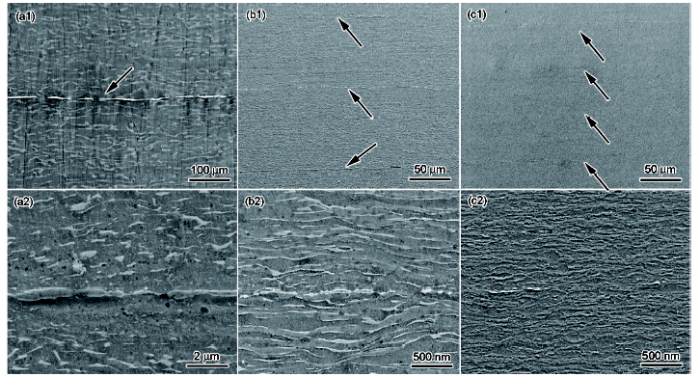
圖3給出了ARB處理的TC4合金結(jié)合界面隨疊軋層數(shù)的變化規(guī)律。隨著疊軋層數(shù)的增加,結(jié)合界面的寬度逐漸降低,如圖3a1~c1所示。在疊軋2層時(shí),界面處出現(xiàn)一定寬度的條狀凸起,并存在連續(xù)的界面,界面兩側(cè)組織存在明顯的剪切變形,如圖3a1和a2所示。在疊軋8層時(shí),結(jié)合界面表現(xiàn)為斷續(xù)的界面,界面寬度變窄,同時(shí)隨著擴(kuò)散程度增加,界面處微觀組織逐漸與基體保持一致,如圖3b1和b2所示。在進(jìn)行疊軋12層后,厚度方向上較難發(fā)現(xiàn)結(jié)合界面,只發(fā)現(xiàn)少量拉長(zhǎng)的條狀凸起,疊軋界面組織與基體保持一致,如圖3c2所示。上述結(jié)果表明,隨著疊軋層數(shù)的增加,在變形應(yīng)力和溫度的共同作用下,TC4板材的疊軋界面逐漸消失并具有較高的結(jié)合強(qiáng)度。疊軋界面的消失主要是因?yàn)榫植拷缑婵s減,直至發(fā)生斷裂,從而形貌與基體保持一致。隨著應(yīng)變的增加,疊軋界面兩側(cè)的金屬發(fā)生塑性變形并逐漸靠近,由于力學(xué)性能的差異以及剪切力的作用使得疊軋界面發(fā)生扭轉(zhuǎn)破壞,新的金屬層發(fā)生擴(kuò)散而使得界面逐漸消失。同時(shí),疊軋過(guò)程的原子擴(kuò)散和再結(jié)晶現(xiàn)象會(huì)促進(jìn)界面的融合,結(jié)合界面逐漸被兩側(cè)的金屬“吞噬”,使得疊軋界面與基體保持一致。
圖3 TC4合金ARB過(guò)程中疊軋界面形態(tài)隨疊軋層數(shù)的變化
Fig.3 Low (a1~c1) and high (a2~c2) magnified images of the bonding interface (arrows) for the TC4 alloy with different ARB layers (a1, a2) 2 layers (b1, b2) 8 layers (c1, c2) 12 layers
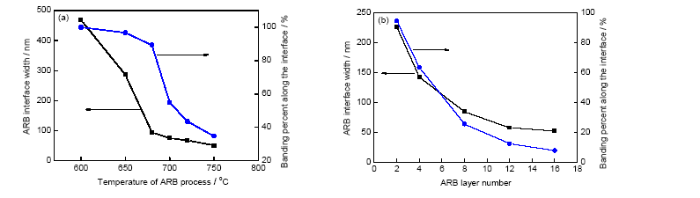
圖4給出了TC4合金在ARB過(guò)程中結(jié)合界面特征尺寸隨疊軋溫度和疊軋層數(shù)的變化規(guī)律。隨著疊軋溫度的升高,具有條狀凸起的界面形態(tài)所占整體界面的分?jǐn)?shù)降低,同時(shí)結(jié)合界面的寬度減小,界面處的組織形態(tài)逐漸與基體保持一致。在大于700 ℃時(shí)界面結(jié)合程度顯著增強(qiáng),顯示了疊軋溫度對(duì)界面結(jié)合以及溶質(zhì)擴(kuò)散具有良好的促進(jìn)作用。另外,隨著疊軋層數(shù)的增加,界面處條狀形態(tài)所占比例及其寬度急劇降低,直至與基體近似一致,顯示變形量和作用時(shí)間的增加促進(jìn)了界面結(jié)合。總體來(lái)說(shuō),相對(duì)于純Ti在室溫以及較低溫度下進(jìn)行ARB處理,TC4合金存在較高的強(qiáng)度以及低的彈性模量,需要保持一定的加熱溫度和防氧化處理進(jìn)而降低變形抗力以及促進(jìn)界面的擴(kuò)散作用,同時(shí)需要足夠的變形量和作用時(shí)間來(lái)實(shí)現(xiàn)界面的充分結(jié)合[26,27]。因此,TC4合金可以在720 ℃附近進(jìn)行多層數(shù)大下壓量的ARB處理,同時(shí)采用后期的控溫軋制消除最后軋制道次的疊合界面,從而獲得良好的界面結(jié)合強(qiáng)度并提高加工效率。
圖4 TC4合金在ARB過(guò)程中界面特征尺寸隨疊軋溫度和疊軋層數(shù)的變化曲線
Fig.4 Curves of the interface spacing and the contact bonding percent along the interface for the ARB processed TC4 alloy with different temperatures (a) and ARB layers (b)
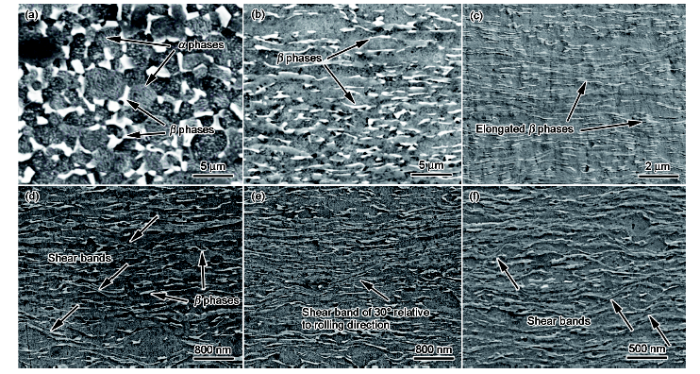
具有hcp結(jié)構(gòu)α相和bcc結(jié)構(gòu)β相的TC4合金在ARB過(guò)程中具有復(fù)雜的微觀組織演化。圖5給出了TC4合金在ARB過(guò)程中的微觀組織演化規(guī)律。原始的TC4合金由等軸α相和界面處的β相組成,晶粒尺寸約為6~10 μm,如圖5a所示。在經(jīng)過(guò)2層的ARB處理后,晶粒逐漸被拉長(zhǎng)變形,其中β相的變形程度較高,呈現(xiàn)短條狀,而α相呈現(xiàn)為橢球狀,如圖5b所示。隨著疊軋層數(shù)的增加(圖5c),微觀組織表現(xiàn)為在灰色的基體上分布著長(zhǎng)條狀的白亮β相,顯示了α相和β相具有協(xié)同變形的特點(diǎn)。隨著疊軋層數(shù)進(jìn)一步增加(≥8層),微觀組織中存在變形條帶組織和拉長(zhǎng)的β相,其中拉長(zhǎng)變形的β相隨著變形程度的增加發(fā)生斷裂,呈現(xiàn)短帶狀。同時(shí)在基體上發(fā)現(xiàn)了大量的剪切帶,剪切帶穿入原始晶粒,與軋制方向呈約30°的夾角。其中新的剪切帶通常呈現(xiàn)較大的傾斜角度,隨著疊軋層數(shù)的增加,原始的剪切帶發(fā)生偏轉(zhuǎn)呈現(xiàn)較小的角度,如圖5d~f所示。剪切帶的出現(xiàn)表明疊軋過(guò)程中存在變形不均勻現(xiàn)象,變形集中在較小的區(qū)域內(nèi)。除此之外,TC4合金板材隨著疊軋層數(shù)的增加,總變形量逐漸增加,變形條帶組織的間距逐漸變小。在疊軋16層數(shù)后,總變形量達(dá)到93.75%,此時(shí)變形條帶組織的間距約為250 nm,微觀組織得到顯著細(xì)化,如圖5f所示。
圖5 TC4合金初始組織及ARB過(guò)程中不同疊軋層數(shù)時(shí)的微觀組織形貌
Fig.5 Microstructures of TC4 alloy with different ARB layers(a) initial microstructure (b) 2 layers (c) 4 layers (d) 8 layers (e) 12 layers (f) 16 layers
上述結(jié)果表明,TC4合金的變形過(guò)程是協(xié)同變形和剪切帶變形綜合作用的結(jié)果。在變形初期,軟化的β相以及α /β兩相結(jié)構(gòu)促進(jìn)了變形發(fā)生,β相由等軸狀逐漸拉長(zhǎng)變形,然后變?yōu)槎虠l狀,起到協(xié)調(diào)變形的效果,同時(shí)α /β相界的遷移可有效減少變形阻力促進(jìn)塑性變形。而在變形程度較高的情況下,出現(xiàn)了大量的剪切帶,這是因?yàn)殁伜辖鸬幕葡递^少,變形能力差,應(yīng)變不能有效傳遞到相鄰晶粒,從而出現(xiàn)塑性變形顯著局域化,剪切帶的形成是為了適應(yīng)大塑性變形過(guò)程。Terada等[20,25]對(duì)具有完全α相的純Ti進(jìn)行大塑性變形過(guò)程中,在較小的變形量下就發(fā)現(xiàn)了剪切帶的存在,越易形成剪切帶說(shuō)明整體均勻變形能力越差。這與本工作結(jié)果相一致。
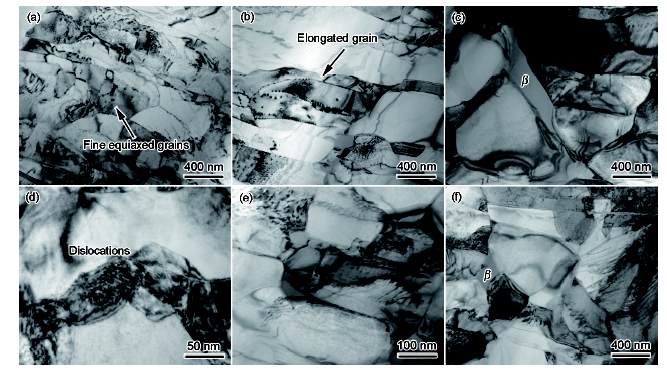
圖6 累積疊軋TC4合金微觀組織以及晶粒協(xié)同變形的TEM像
Fig.6 TEM images of typical microstructures and deformed structures of the TC4 alloy during the ARB process(a) fine equiaxed structure (b) elongated lamellar structure (c) deformed β grain (d) sub-grain formation at the boundary (e, f) dislocation stacking in β grain
圖6給出了TC4合金經(jīng)ARB處理后組織的TEM像。在大塑性變形條件下,在TC4合金中出現(xiàn)細(xì)化的等軸組織以及拉長(zhǎng)的變形組織,如圖6a和b所示,其中等軸組織晶粒尺寸約為300 nm,呈現(xiàn)局部細(xì)晶區(qū),而條狀組織區(qū)內(nèi)的條帶間距約為400 nm,其中拉長(zhǎng)的條帶組織與在立方金屬大塑性變形中發(fā)現(xiàn)的變形組織相類似,而細(xì)化等軸晶粒的形成主要是因?yàn)榘l(fā)生了局部的回復(fù)和再結(jié)晶現(xiàn)象。鈦合金具有較少的滑移系,剪切帶的形成是為了適應(yīng)大的變形量,說(shuō)明在局部區(qū)域存在較大的剪切應(yīng)變,具有較高的位錯(cuò)密度而有利于亞晶界以及等軸晶的生成。值得注意的是,相對(duì)于其它金屬,鈦合金的熱傳導(dǎo)非常低,局部應(yīng)變導(dǎo)致的局部過(guò)熱促進(jìn)了剪切帶區(qū)域的溫升,從而促進(jìn)高密度位錯(cuò)發(fā)生回復(fù)再結(jié)晶,形成等軸晶粒。同時(shí)TC4合金較高的疊軋溫度也促進(jìn)了再結(jié)晶過(guò)程的發(fā)生。
此外,在變形的α相界面上通常發(fā)現(xiàn)拉長(zhǎng)的β相晶粒,能夠在TC4合金變形過(guò)程中協(xié)調(diào)α晶粒的變形過(guò)程,如圖6c所示。在較高的變形溫度下,高溫β相因?yàn)榫哂胸S富的滑移系而發(fā)生塑性變形,晶界處的β相受變形應(yīng)力的影響轉(zhuǎn)變?yōu)殚L(zhǎng)條狀,從而減緩了α相的應(yīng)力集中,呈現(xiàn)兩相的協(xié)同變形。同時(shí),在晶界處以及α /β界面處存在大量位錯(cuò),顯示該處存在強(qiáng)烈的塑性晶格畸變,如圖6d所示。并在相界處發(fā)現(xiàn)有位錯(cuò)的滑移和集中,在界面處β晶粒邊緣和內(nèi)部往往存在較大的位錯(cuò)塞積,表明變形能力的差異導(dǎo)致了局部變形不均勻性,這有利于亞晶的形成,如圖6e和f所示。綜上所述,具有α /β兩相的TC4合金大塑性變形中存在變形條帶組織和局域剪切變形引起的等軸組織,同時(shí)α /β相間的變形差異性也容易導(dǎo)致組織不均勻性。
通過(guò)ARB處理的TC4合金存在疊軋界面以及細(xì)化的微觀組織,其組織分布特征與力學(xué)性能密切相關(guān)。圖7給出了TC4合金在不同疊軋層數(shù)下厚度方向上的硬度變化規(guī)律。可以看出,經(jīng)過(guò)2層的ARB處理后,在結(jié)合界面處硬度較高(約440 HV),而在基體中的平均硬度約365 HV,顯示了在厚度方向存在較大的性能不均勻性。經(jīng)過(guò)4層的ARB處理后,厚度方向存在3個(gè)硬度峰值,同時(shí),隨著變形量的增加,基體的硬度顯著升高,約為390 HV,基體與界面處的硬度差距變小。當(dāng)TC4合金經(jīng)過(guò)12層的ARB處理后,在變形應(yīng)力和溫度的綜合作用下,界面處的富氧程度降低以及界面逐漸消失,使得峰值硬度降低,同時(shí)基體的硬度隨著變形量進(jìn)一步增加,最終TC4板材沿厚度方向上具有近于均勻一致的硬度。上述結(jié)果表明,隨著疊軋層數(shù)的增加,在變形應(yīng)力和變形溫度的多循環(huán)綜合作用下,沿厚度方向的微觀組織和硬度近于分布一致。
圖7 經(jīng)ARB處理的TC4合金厚度方向上的硬度變化曲線
Fig.7 Curves of microhardness for the TC4 alloy with different ARB layers along the thickness direction
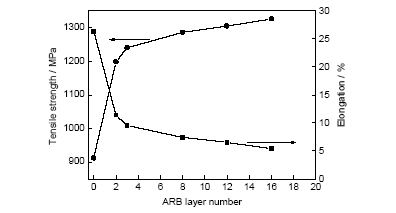
圖8給出了ARB處理后TC4合金板材隨疊軋層數(shù)增加的室溫拉伸性能變化曲線。TC4合金原始板材抗拉強(qiáng)度為943 MPa,隨著疊軋層數(shù)的增加,抗拉強(qiáng)度增加,經(jīng)過(guò)2層疊軋后,其抗拉強(qiáng)度急劇升高達(dá)到1198 MPa,然后隨著疊軋層數(shù)的增加,抗拉強(qiáng)度緩慢增加,在經(jīng)過(guò)16層疊軋后強(qiáng)度約為1325 MPa,是原始TC4板材的1.5倍。同時(shí),延伸率經(jīng)2層疊軋后變?yōu)?1.39%,并隨著疊軋層數(shù)的增加緩慢下降,在疊軋16層后其塑性值為5.4%。這表明,ARB處理顯著提高了TC4合金的抗拉強(qiáng)度,同時(shí)其塑性下降。相對(duì)于低強(qiáng)度的純Ti在經(jīng)過(guò)大塑性變形后強(qiáng)度得到明顯提高(約為原始板材的2倍)[20,25,27],TC4合金經(jīng)ARB處理的增強(qiáng)程度有限。
圖8 累積疊軋TC4合金抗拉強(qiáng)度和延伸率隨疊軋層數(shù)的變化規(guī)律
Fig.8 Curves of the ultimate strength and elongation for the TC4 alloy with different ARB layers
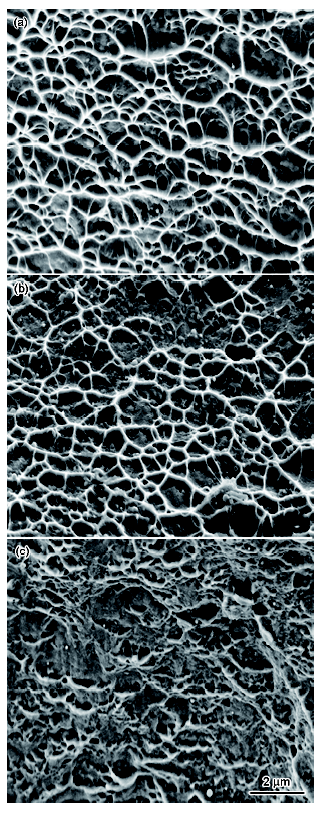
圖9給出了ARB處理TC4合金拉伸斷裂后的斷口形貌。在疊軋2層的斷裂界面處因單軸拉伸產(chǎn)生等軸韌窩,韌窩數(shù)量多且較深,在大韌窩內(nèi)包含有若干的小韌窩,表現(xiàn)為典型的塑性斷裂(圖9a)。疊軋層數(shù)增至4層時(shí),韌窩的數(shù)量和深度逐漸降低,塑性下降(圖9b)。疊軋層數(shù)為8層時(shí),斷口微觀形態(tài)呈明顯的河流花樣,斷裂面上存在解離平面,分布在條狀的撕裂棱之間,韌窩較淺,斷口形貌介于韌窩斷口和準(zhǔn)解理斷口之間,塑性急劇下降(圖9c)。由上述結(jié)果可知,TC4合金隨疊軋層數(shù)的增加逐漸由韌性斷裂轉(zhuǎn)變?yōu)榻饫頂嗔选?
圖9 累積疊軋TC4合金拉伸試樣斷口形貌
Fig.9 Fracture morphologies of the TC4 alloy with different ARB layers(a) 2 layers (b) 4 layers (c) 8 layers
(1) TC4合金ARB過(guò)程中需要足夠的加熱溫度(720 ℃左右)、防氧化處理以及多層數(shù)大下壓量的軋制工藝,從而獲得良好的界面結(jié)合。疊軋界面存在富氧的硬化層,隨著疊軋溫度和疊軋層數(shù)的增加,疊軋界面結(jié)合程度提高并與基體保持一致。
(2) TC4合金ARB過(guò)程是協(xié)同變形和剪切變形綜合作用的結(jié)果。變形初期晶界β相隨著變形程度的增加由長(zhǎng)條狀轉(zhuǎn)變?yōu)槎唐瑺?發(fā)生α/β協(xié)調(diào)變形;而在變形程度較高時(shí),組織中存在大量的剪切帶,此時(shí)變形過(guò)程發(fā)生大量局部變形來(lái)適應(yīng)大塑性變形。變形組織中存在局部等軸組織和拉長(zhǎng)的變形結(jié)構(gòu),其中等軸組織晶粒尺寸約為300 nm,而條狀組織間距約為400 nm。等軸組織是由于變形溫度、局部剪切變形和局部過(guò)熱作用發(fā)生再結(jié)晶的結(jié)果。
(3) ARB處理的TC4合金板材厚度方向存在組織性能不均勻現(xiàn)象,在結(jié)合界面處硬度較高而在基體中較低,隨著疊軋層數(shù)的增加硬度逐漸趨于一致。TC4合金的抗拉強(qiáng)度隨著疊軋層數(shù)的增加而逐漸增加,在疊軋16層后抗拉強(qiáng)度達(dá)到1325 MPa,塑性下降為5.4%。在較少疊軋層數(shù)下,斷裂過(guò)程為韌性斷裂;隨著疊軋層數(shù)的增加,斷裂形貌逐漸轉(zhuǎn)變?yōu)轫g窩斷口和準(zhǔn)解理斷口的綜合形貌。
 , 李天瑞, 徐莽, 付天亮, 李勇, 王昭東, 王國(guó)棟
, 李天瑞, 徐莽, 付天亮, 李勇, 王昭東, 王國(guó)棟
1 實(shí)驗(yàn)方法
2 實(shí)驗(yàn)結(jié)果及討論
2.1 ARB工藝參數(shù)對(duì)TC4合金結(jié)合界面的影響
2.2 TC4合金ARB過(guò)程中的組織演化規(guī)律
2.3 TC4合金ARB處理后的力學(xué)性能

3 結(jié)論
來(lái)源--金屬學(xué)報(bào)
“推薦閱讀”
【責(zé)任編輯】:國(guó)檢檢測(cè)版權(quán)所有:轉(zhuǎn)載請(qǐng)注明出處
 滬公網(wǎng)安備31011202020290號(hào)
滬公網(wǎng)安備31011202020290號(hào)
