陸斌1,2,3, 陳芙蓉 ,1, 智建國2,3, 耿如明4
,1, 智建國2,3, 耿如明4
1 內(nèi)蒙古工業(yè)大學(xué)材料科學(xué)與工程學(xué)院 呼和浩特 010051
2 內(nèi)蒙古包鋼鋼聯(lián)股份有限公司 包頭 014010
3 內(nèi)蒙古自治區(qū)稀土鋼產(chǎn)品研發(fā)企業(yè)重點實驗室 包頭 014010
4 北京科技大學(xué)鋼鐵冶金新技術(shù)國家重點實驗室 北京 100083
摘要
在高強(qiáng)鋼中加入5×10-6和23×10-6稀土Ce,研究了Ce對焊接熱影響區(qū)沖擊韌性、微觀組織、原奧氏體晶粒以及焊接接頭斷口形貌的影響與機(jī)理。鋼中含Ce量為5×10-6時,能在鎂鋁夾雜物外圍生成少量CeAlO3夾雜物,但不能完全改性鎂鋁夾雜物,當(dāng)Ce添加量達(dá)到23×10-6后,Ce能夠完全改性MgO-Al2O3尖晶石,生成(CeCa)S+MgO-Al2O3+MnS稀土夾雜物。對含有Ce的高強(qiáng)鋼板進(jìn)行模擬焊接,結(jié)果表明,在4組不同焊接熱輸入條件下,鋼中加入23×10-6Ce后,比鋼中加入5×10-6Ce的鋼焊接熱影響區(qū)的Charpy沖擊功有所提高。微觀組織分析發(fā)現(xiàn),23×10-6Ce含量的高強(qiáng)鋼試樣焊接熱影響區(qū)斷口形貌呈現(xiàn)韌窩狀,韌性更好;當(dāng)熱輸入從25 kJ/cm逐步提高到100 kJ/cm時,含5×10-6Ce的高強(qiáng)鋼熱影響區(qū)原奧氏體晶粒平均尺寸增加了75.6%;含23×10-6Ce的高強(qiáng)鋼的原奧氏體晶粒平均尺寸增加了52.4%,即鋼中Ce含量的增加抑制了焊接熱影響區(qū)原奧氏體晶粒的長大。通過微觀組織分析對比,說明稀土Ce在高強(qiáng)鋼中起到了延遲焊接熱影響區(qū)上貝氏體組織形成的作用,同時抑制焊接過程中原奧氏體晶粒的長大。利用高溫共聚焦顯微鏡觀察到了稀土夾雜物釘扎于原奧氏體晶界,抑制焊接過程中晶粒的長大,驗證了稀土Ce對高強(qiáng)鋼焊接熱影響區(qū)性能改善的機(jī)理。本工作表明應(yīng)用稀土氧化物冶金可以改善稀土高強(qiáng)鋼的焊接性能。
關(guān)鍵詞: 高強(qiáng)鋼 ; 熱影響區(qū) ; 氧化物冶金 ; 稀土
焊接熱影響區(qū)(heat-affected zone,HAZ)是高強(qiáng)鋼焊接接頭起裂及脆性破壞的多發(fā)部位,焊接熱輸入導(dǎo)致組織發(fā)生變化,粗晶區(qū)晶粒粗大,韌性下降,成為整個焊接接頭的薄弱區(qū)[1~3]。氧化物冶金技術(shù)從母材的角度入手,控制鋼中氧化物的形態(tài),使其尺寸細(xì)化并彌散分布,在焊接過程中起到阻止奧氏體晶粒長大、促進(jìn)針狀鐵素體形核的有益作用[4],對鋼鐵材料的焊接加工意義深遠(yuǎn)。
日本新日鐵公司開發(fā)出通過細(xì)小的粒子得到微細(xì)組織和超高的HAZ韌性(super high HAZ toughness technology with fine microstructure imparted by fine particles,HUTFF)技術(shù),利用在1400 ℃以上高溫仍能穩(wěn)定存在的堿土金屬(Ca、Mg)的氧化物或者硫化物,使這些細(xì)小的夾雜物彌散分布在鋼中釘扎晶界,抑制焊接過程中奧氏體晶粒的長大[5]。日本鋼鐵公司開發(fā)的大線能量焊接熱影響區(qū)韌性改善(excellent quality in large heat input welded joints,EWEL)技術(shù),利用氮化物和氧化物共同抑制奧氏體晶粒的粗化,使熱影響區(qū)奧氏體晶粒細(xì)化[6];結(jié)合低C當(dāng)量,使焊接熱影響區(qū)的上貝氏體轉(zhuǎn)變?yōu)殍F素體+貝氏體或者鐵素體+珠光體,改善焊接后韌性[7,8]。Yang等[9]利用Mg脫氧劑改善焊接熱影響區(qū)的韌性,開發(fā)出利用強(qiáng)脫氧劑改善焊接熱影響區(qū)韌性(excellent heat-affected zone toughness technology improved by use of strong deoxidizers,ETISD)的技術(shù),在大熱輸入焊接之后,原奧氏體粒子尺寸細(xì)小,焊接熱影響區(qū)沖擊韌性優(yōu)異。
氧化物冶金的研究工作主要集中在Nb、Ti、Mg、Zr等元素,并結(jié)合降低C含量的方法,這些研究的共同點是利用微細(xì)夾雜物粒子促進(jìn)晶內(nèi)針狀鐵素體的生成,同時抑制焊接過程中原奧氏體晶粒的長大。對于如何提高高強(qiáng)鋼的強(qiáng)度和韌性,已有大量研究[10~15]。但對于鋼中含Ti和含Ca的氧化物夾雜而言,它們在鋼液中容易聚集長大,尺寸多為幾個微米甚至更大;還有些高C當(dāng)量的高強(qiáng)度鋼板,在焊接熱循環(huán)過程中原奧氏體晶粒會急劇長大,在冷卻過程中焊接熱影響區(qū)不會生成鐵素體組織,易產(chǎn)生大量上貝氏體組織從而惡化焊接性能,因此采取了降低熱輸入、焊接預(yù)熱、焊后熱處理等辦法,但增加了成本并降低了生產(chǎn)效率[16~20]。
稀土元素在鋼中能夠發(fā)揮獨特作用,稀土在鋼中主要偏聚于晶界,引起晶界結(jié)構(gòu)、性能的變化,并影響其它元素的擴(kuò)散和新相形核與長大,導(dǎo)致鋼的組織和性能發(fā)生變化。控制鋼中稀土夾雜物的數(shù)量、尺寸、形貌和成分是發(fā)揮其氧化物冶金作用的基礎(chǔ)[21~25]。
本工作通過實驗室和工業(yè)實驗,開發(fā)了一種提高焊接性能的稀土氧化物冶金技術(shù)(enhanced welding properties via rare earth oxide metallurgy technology,REOMT),從母材入手提高材料的焊接熱影響區(qū)沖擊韌性,改善高C當(dāng)量高強(qiáng)度鋼板的焊接性能,加大熱輸入提高焊接生產(chǎn)效率。對工業(yè)試制的高強(qiáng)鋼板經(jīng)模擬焊接,研究其焊接性能與微觀組織的關(guān)系,證明適量的稀土Ce添加能夠改善高強(qiáng)鋼的焊接性能。
1 實驗方法
采用210 t頂?shù)讖?fù)吹轉(zhuǎn)爐→210 t鋼包爐精煉(ladle furnace,LF)→210 t真空循環(huán)脫氣精煉(rührstahl heraeus,RH)→300 mm×2200 mm立彎式寬厚板鑄機(jī)澆鑄→3800 mm四輥可逆粗軋機(jī)→4100 mm四輥可逆精軋機(jī)→層流加速冷卻(ACC)→升溫至910 ℃保溫10~20 min,淬火至150 ℃以下→回火至620 ℃,保溫30 min,空冷至室溫,制備成厚鋼板。選用5×10-6Ce、23×10-6Ce含量的700 MPa級高強(qiáng)鋼板,依據(jù)Ce含量的不同試樣命名為5Ce、23Ce,具體化學(xué)成分見表1。首先,利用帶有Thermo NS7能譜儀(EDS)的JSM-6701F冷場發(fā)射掃描電鏡(SEM)觀察和分析不同Ce添加量后的母材典型夾雜物形貌和成分;然后將鋼板加工成10.5 mm×10.5 mm×75 mm試樣,使用Gleeble3500熱模擬機(jī)模擬高強(qiáng)厚板的焊接熱循環(huán)過程。焊接熱模擬過程為:按Rykalin-2D模型分別模擬焊接熱輸入為25、50、75和100 kJ/cm,峰值溫度為1350 ℃;將上述熱模擬試樣在WDW-2000萬能拉伸試驗機(jī)上做拉斷實驗,再從熱電偶焊點處橫向截開標(biāo)記截面,至標(biāo)記面以下10 mm處截下鑲嵌,對標(biāo)記面預(yù)磨、拋光,利用Quanta-250 SEM觀察夾雜物和斷口形貌;之后將拋光試樣用4% (質(zhì)量分?jǐn)?shù))硝酸酒精溶液侵蝕后,用DM4M光學(xué)顯微鏡(OM)觀察顯微組織;重新打磨拋光并在80 ℃恒溫下侵蝕一定時間,使用DM4M OM觀察原始奧氏體晶粒,并用Image-Pro Plus軟件統(tǒng)計原始奧氏體晶粒尺寸;將模擬熱輸入的試樣與母材加工成10 mm×10 mm×55 mm的“V”型Charpy試樣,利用ZBC2752A750J沖擊試驗機(jī)測定各試樣常溫下沖擊功。再將含Ce高強(qiáng)鋼試樣加工為直徑5 mm×3 mm的圓柱狀試樣,通過VL2000DX-SVF17SP高溫共聚焦顯微鏡觀察不同溫度時夾雜物對晶界的釘扎作用。將含Ce高強(qiáng)鋼加工成直徑15 mm×90 mm試樣,表面打磨干凈,試樣作陽極,銅片作陰極,通過小樣電解收集鋼中析出物。將電解提取的析出物過濾、淘洗后利用Quanta-250和帶有EDS的JSM-6701F SEM進(jìn)行夾雜物形貌分析。
表1 不同Ce含量高強(qiáng)鋼的化學(xué)成分 (mass fraction / %)
Table 1 Chemical compositions of high strength steel with different Ce contents
|
Steel
|
C
|
Si
|
Mn
|
P
|
S
|
Al
|
Nb
|
V
|
Ti
|
Ca
|
Mg
|
Cr
|
Mo
|
Ce
|
Fe
|
|
5Ce
|
0.12
|
0.33
|
1.62
|
0.014
|
0.0020
|
0.026
|
0.046
|
0.069
|
0.017
|
0.0014
|
0.0004
|
0.260
|
0.115
|
0.0005
|
Bal.
|
|
23Ce
|
0.11
|
0.31
|
1.62
|
0.015
|
0.0020
|
0.025
|
0.046
|
0.066
|
0.017
|
0.0007
|
0.0005
|
0.270
|
0.122
|
0.0023
|
Bal.
|
新窗口打開| 下載CSV
2 實驗結(jié)果與討論
2.1 稀土對高強(qiáng)鋼夾雜物的影響
表2為不同Ce含量高強(qiáng)鋼試樣的力學(xué)性能。圖1和2為不同Ce含量母材夾雜物形貌的SEM像及EDS分析結(jié)果。以圖1為例,根據(jù)面掃描結(jié)果可以看出,O、Al、Mg元素在夾雜物中的分布一致,對于鋁脫氧鋼,當(dāng)鋼液中有少量Mg時,易形成鎂鋁尖晶石夾雜物[26],因此可認(rèn)定圖1中夾雜物中心處的黑色部分為MgO-Al2O3。MgO-Al2O3外圍為(CaMn)S和CeAlO3,因此,稀土Ce含量為5×10-6時,鋼中夾雜物為MgO-Al2O3+(CaMn)S+CeAlO3;Ce含量為23×10-6時,鋼中的夾雜物類型是(CeCa)S+MgO-Al2O3+MnS。面掃描分析結(jié)果表明,當(dāng)Ce添加量較低時,不能完全改性MgO-Al2O3夾雜物,只能在MgO-Al2O3外圍生成少量CeAlO3夾雜物,當(dāng)Ce添加量達(dá)到一定量后(23×10-6),Ce能夠完全改性MgO-Al2O3尖晶石,生成稀土硫化物夾雜物。
圖1

圖1 5Ce試樣中典型夾雜物MgO-Al2O3+(CaMn)S+CeAlO3的SEM像和EDS分析
Color online
Fig.1 SEM image and EDS analyses of typical inclusions MgO-Al2O3+(CaMn)S+CeAlO3 in 5Ce steel
表2 不同Ce含量高強(qiáng)鋼的力學(xué)性能
Table 2 Mechanical properties of high strength steel with different Ce contents
|
Steel
|
ReL / MPa
|
Rm / MPa
|
A / %
|
AKV / J
|
|
5Ce
|
782
|
812
|
15.5
|
148
|
|
23Ce
|
794
|
838
|
17.0
|
212
|
Note:ReL—yeild strength, Rm—tensile strength, A—elongation, AKV—impact energy at -20 ℃
新窗口打開| 下載CSV
圖2

圖2 23Ce試樣中典型夾雜物(CeCa)S+MgO-Al2O3+MnS的SEM像和EDS分析
Color online
Fig.2 SEM image and EDS analyses of typical inclusions (CeCa)S+MgO-Al2O3+MnS in 23Ce steel
2.2 焊接熱影響區(qū)沖擊韌性
使用Gleeble3500熱模擬機(jī)模擬高強(qiáng)厚板的焊接熱循環(huán)過程,熱模擬的焊接參數(shù)如表3所示,熱影響區(qū)焊接熱模擬過程如圖3所示。可以看出,焊接熱輸入越大,焊后的平均冷卻速率越小。
表3 熱模擬焊接參數(shù)
Table 3 Parameters of simulated welding thermal cycle
|
Heat input
kJ·cm-1
|
Peak temp.
℃
|
Holding time
s
|
t8/5
s
|
Cooling rate
℃·s-1
|
|
25
|
1350
|
1
|
18
|
16.67
|
|
50
|
1350
|
1
|
74
|
4.05
|
|
75
|
1350
|
1
|
165
|
1.82
|
|
100
|
1350
|
1
|
295
|
1.02
|
Note:t8/5—the time for the cooling from 800 ℃ to 500 ℃ at a specific cooling rate
新窗口打開| 下載CSV
圖3

圖3 熱影響區(qū)(HAZ)焊接熱模擬過程
Fig.3 Thermal simulation process of heat-affacted zone (HAZ)
不同熱輸入條件下的焊接熱影響區(qū)室溫沖擊功見圖4。可以看出,隨著焊接熱輸入的增加,試樣的室溫沖擊功均呈下降趨勢,而相同焊接熱輸入下,Ce含量為23×10-6試樣的沖擊性能明顯好于Ce含量為5×10-6的試樣。鋼中加入適量的稀土,提高了相同熱輸入下試樣熱影響區(qū)的沖擊功。
圖4

圖4 不同熱輸入條件下的焊接熱影響區(qū)室溫沖擊功
Fig.4 Impact energies of HAZ under different heat inputs at room temperature
2.3 焊接熱影響區(qū)微觀組織
不同Ce含量試樣在不同焊接熱輸入下HAZ顯微組織的OM像如圖5和6所示。可以看出,焊接熱輸入為25 kJ/cm時,不同Ce含量試樣的HAZ顯微組織均為馬氏體組織;熱輸入提高到50 kJ/cm時,Ce含量為5×10-6的試樣HAZ組織為上貝氏體和粒狀貝氏體組織,Ce含量為23×10-6的試樣HAZ組織為馬氏體和下貝氏體組織;熱輸入繼續(xù)增加至75 kJ/cm,Ce含量為23×10-6試樣的HAZ才開始出現(xiàn)少量上貝氏體組織,繼續(xù)增加熱輸入至100 kJ/cm時,不同Ce含量試樣HAZ顯微組織均為粗大、脆性的上貝氏體和粒狀貝氏體混合組織。可見,在焊接時含有23×10-6Ce的試樣,Ce可阻滯HAZ中上貝氏體組織的形成。
圖5

圖5 5Ce試樣不同焊接熱輸入下熱影響區(qū)顯微組織的OM像
Fig.5 OM images of HAZ in 5Ce steel under heat inputs of 25 kJ/cm (a), 50 kJ/cm (b), 75 kJ/cm (c) and 100 kJ/cm (d)
2.4 焊接接頭斷口形貌
不同Ce含量試樣在不同焊接熱輸入下斷口形貌的SEM像如圖7和8所示。可以看出,熱輸入為25 kJ/cm時,不同Ce含量試樣斷口心部主要由大韌窩和小韌窩組成;熱輸入增加到50 kJ/cm時,Ce含量為5×10-6試樣斷口心部基本沒有韌窩,出現(xiàn)了較大的解理面,而Ce含量為23×10-6試樣斷口心部由小解理面、小韌窩及剪切脊組成。隨著熱輸入繼續(xù)增加,2種Ce含量試樣斷口心部韌窩全部消失,形成了大片狀的解理面,且熱輸入越大,試樣斷口心部解理面越大,驗證了隨著Ce含量的增加,試樣焊接熱影響區(qū)的室溫沖擊功提高。
圖6

圖6 23Ce試樣不同焊接熱輸入下熱影響區(qū)顯微組織的OM像
Fig.6 OM images of HAZ in 23Ce steel under heat inputs of 25 kJ/cm (a), 50 kJ/cm (b), 75 kJ/cm (c) and 100 kJ/cm (d)
圖7

圖7 5Ce試樣不同焊接熱輸入下斷口形貌的SEM像
Fig.7 SEM fractographs of 5Ce steel under heat inputs of 25 kJ/cm (a), 50 kJ/cm (b), 75 kJ/cm (c) and 100 kJ/cm (d)
2.5 焊接熱影響區(qū)原奧氏體晶粒
不同Ce含量試樣不同焊接熱輸入下焊接熱影響區(qū)原奧氏體晶粒形貌的OM像如圖9和10所示。不同Ce含量試樣原奧氏體晶粒尺寸統(tǒng)計如表4所示。可以看出,隨著焊接熱輸入的增加,原奧氏體晶粒均逐漸變大。相同熱輸入下,含5×10-6Ce高強(qiáng)鋼的原奧氏體晶粒平均尺寸由40.2 μm增加到70.6 μm,增加了75.6%;含23×10-6Ce高強(qiáng)鋼的原奧氏體晶粒平均尺寸由47.3 μm增加到72.1 μm,增加了52.4%;總體看,試樣經(jīng)焊接后的HAZ晶粒平均尺寸隨Ce含量提高增幅減緩,表明鋼中加入稀土Ce能夠細(xì)化晶粒,抑制焊接過程中奧氏體晶粒長大。
圖8
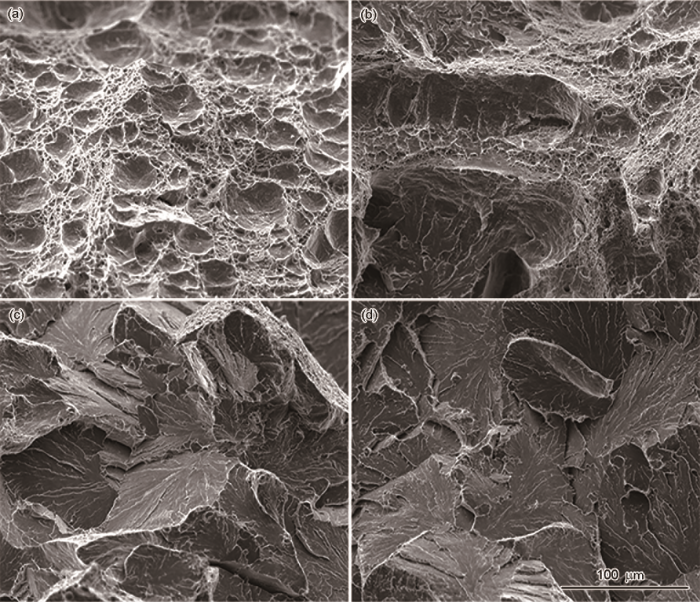
圖8 23Ce試樣不同焊接熱輸入下斷口形貌的SEM像
Fig.8 SEM fractographs of 23Ce steel under heat inputs of 25 kJ/cm (a), 50 kJ/cm (b), 75 kJ/cm (c) and 100 kJ/cm (d)
圖9

圖9 5Ce試樣不同焊接熱輸入下熱影響區(qū)原奧氏體晶粒形貌的OM像
Fig.9 OM images of HAZ original austenite grain in 5Ce steel under heat inputs of 25 kJ/cm (a), 50 kJ/cm (b), 75 kJ/cm (c) and 100 kJ/cm (d)
表4 不同熱輸入條件下的焊接熱影響區(qū)的原奧氏體晶粒尺寸 (μm)
Table 4 Grain sizes of original austenite in HAZ under different heat inputs
|
Steel
|
25 kJ·cm-1
|
50 kJ·cm-1
|
75 kJ·cm-1
|
100 kJ·cm-1
|
|
5Ce
|
40.2
|
59.9
|
66.9
|
70.6
|
|
23Ce
|
47.3
|
49.3
|
50.2
|
72.1
|
新窗口打開| 下載CSV
圖10
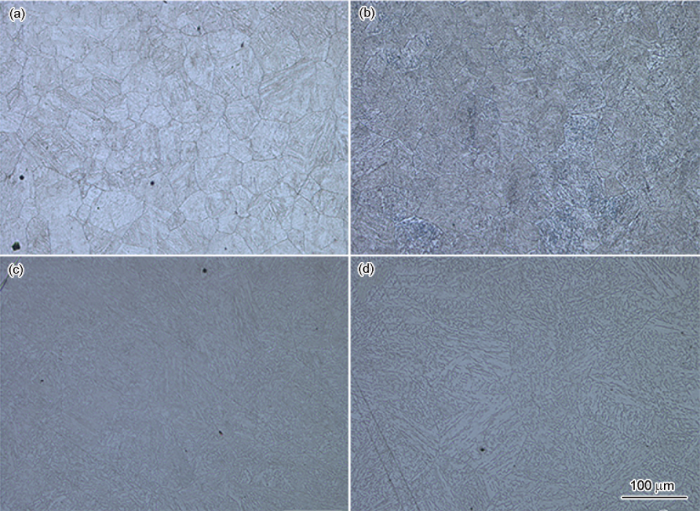
圖10 23Ce試樣不同焊接熱輸入下熱影響區(qū)原奧氏體晶粒形貌的OM像
Fig.10 OM images of HAZ original austenite grain in 23Ce steel under heat inputs of 25 kJ/cm (a), 50 kJ/cm (b), 75 kJ/cm (c) and 100 kJ/cm (d)
2.6 稀土夾雜物釘扎晶界作用
通過高溫共聚焦顯微鏡在線觀察23Ce試樣不同溫度時夾雜物對晶界的釘扎情況,結(jié)果如圖11所示。高溫下晶界處的蒸發(fā)比晶粒內(nèi)部更為強(qiáng)烈,晶界處的原子通過表面擴(kuò)散形成熱蝕溝,從而逐漸顯現(xiàn)出奧氏體晶粒的輪廓,圖11中較深和較淺的熱蝕溝分別為老的晶界和新晶界。新晶界需要通過原子擴(kuò)散顯露,老的晶界也相應(yīng)地通過原子擴(kuò)散而逐漸寬化、填平、最終消失,不同溫度下形成的熱蝕溝需要足夠的時間才能填平,因而可能出現(xiàn)新、舊奧氏體晶界(熱蝕溝)共存的現(xiàn)象[27]。從圖11可以看出,當(dāng)試樣從1488.5 ℃保溫,隨著保溫時間的延長,原奧氏體晶界(圖中紅色虛線標(biāo)記)逐漸沿箭頭方向推移,時間為1030.1 s時,圖中箭頭標(biāo)識的2條晶界合并為一條(圖11d),并且可以觀察到夾雜物釘扎于晶界。繼續(xù)保溫37.7 s后,夾雜物釘扎的原奧氏體晶界脫釘(圖11e)。這表明,細(xì)小的稀土夾雜物可以有效釘扎于晶界,抑制晶界遷移,阻止晶粒長大。
圖11

圖11 23Ce試樣高溫共聚焦觀察實驗結(jié)果
Color online
(a) 987.2 s, 1488.5 ℃;(b) 1012.7 s, 1484.0 ℃;(c) 1023.9 s, 1488.5 ℃
;(d) 1030.1 s, 1482.0 ℃;(e) 1067.8 s, 1475.6 ℃;(f) 1202.4 s, 1453.0 ℃
Fig.11 High temperature confocal observation results of 23Ce steel (Original grain bounaries (dashed lines) move in the direction of arrows)
不同焊接熱輸入時23Ce試樣在不同溫度范圍的持續(xù)時間如表5所示,表中持續(xù)時間是指鋼樣在模擬焊接實驗中,處于該溫度段的時間。從表5可以看出,隨著焊接熱輸入的增加,試樣在高溫下的持續(xù)時間逐漸增大。焊接熱輸入為100 kJ/cm時,1300 ℃以上的持續(xù)時間為14.08 s。由圖11d和e可以看出,保溫37.7 s之后,原奧氏體晶界才會脫釘。因此,稀土夾雜物可以釘扎原奧氏體晶界,抑制焊接過程中晶粒的長大。
表5 不同焊接熱輸入時23Ce試樣在不同溫度持續(xù)時間 (s)
Table 5 Holding time of 23Ce steel at different temperatures under different heat inputs
|
Temperature / ℃
|
25 kJ·cm-1
|
50 kJ·cm-1
|
75 kJ·cm-1
|
100 kJ·cm-1
|
|
>930
|
8.51
|
24.93
|
52.07
|
90.93
|
|
>1000
|
6.97
|
19.57
|
41.11
|
70.57
|
|
>1100
|
5.10
|
14.08
|
28.22
|
48.08
|
|
>1200
|
3.46
|
9.08
|
17.72
|
30.58
|
|
>1300
|
1.86
|
3.58
|
8.22
|
14.08
|
新窗口打開| 下載CSV
2.7 稀土夾雜物形貌
從圖12~14可以觀察到,將23Ce試樣電解后分析,試樣中有夾雜物和碳氮化物,夾雜物有Al2O3、MgO-Al2O3尖晶石和稀土夾雜物,Al2O3、MgO-Al2O3尖晶石呈不規(guī)則形狀;鋼中還有(Nb, Ti)(C, N)和Mo、Cr的碳化物,由于鋼中C含量及Mo、Cr等合金元素含量較低,因此Mo、Cr的碳化物均為二次碳化物,尺寸較小,約幾百納米。圖14顯示了背散射模式(圖14a)和二次電子模式(圖14b)下含稀土夾雜物形貌照片,可以觀察到稀土夾雜物主要為球形,其成分與前文SEM分析結(jié)果一致。
圖12

圖12 23Ce試樣電解后夾雜物SEM像及EDS分析
Color online
(a~c) MgO-Al2O3;(d) Al2O3
Fig.12 SEM images and EDS analyses of inclusions in 23Ce steel after electrolysis
圖13
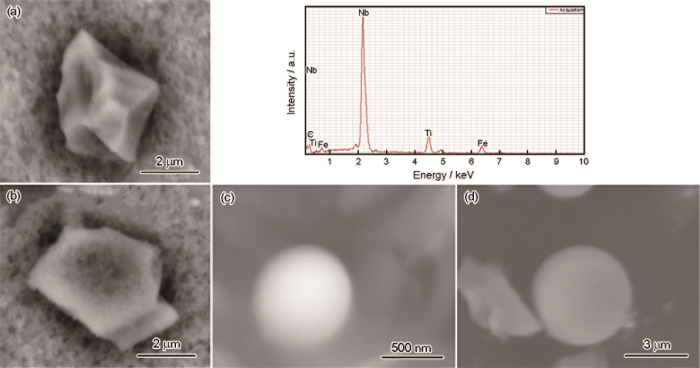
圖13 23Ce試樣電解后碳氮化物的SEM像和EDS
(a, b) Ti-carbonitride;(c) Mo-carbonitride;(d) Cr-carbonitride
Fig.13 SEM images and EDS of carbonitride in 23Ce steel after electrolysis
圖14

圖14 23Ce試樣電解后含稀土夾雜物SEM像及EDS分析
Color online
(a) backscatter mode;(b) secondary electronic mode
Fig.14 SEM images and EDS analyses of Ce-contained inclusions in 23Ce steel after electrolysis
3 結(jié)論
(1) 隨著焊接熱輸入的增加,焊接熱影響區(qū)顯微組織逐漸從馬氏體、下貝氏體轉(zhuǎn)變?yōu)樯县愂象w和粒狀貝氏體組織。在Ce含量較低時,熱輸入為50 kJ/cm時,熱影響區(qū)就出現(xiàn)了上貝氏體組織,而Ce含量為23×10-6的試樣,熱輸入為75 kJ/cm時熱影響區(qū)才形成了上貝氏體組織,表明適量稀土延遲了高強(qiáng)鋼焊接熱影響區(qū)上貝氏體組織的形成。
(2) 隨著焊接熱輸入增加,原奧氏體晶粒尺寸呈增加趨勢。熱輸入從25 kJ/cm提高到100 kJ/cm,含5×10-6Ce高強(qiáng)鋼的原奧氏體晶粒平均尺寸增加了75.6%;含23×10-6Ce高強(qiáng)鋼的原奧氏體晶粒平均尺寸僅增加了52.4%;試樣Ce含量越高,其焊接熱影響區(qū)原奧氏體晶粒尺寸增幅越小,表明稀土能夠抑制焊接過程中原奧氏體晶粒的長大。
(3) 添加稀土Ce后,高強(qiáng)鋼中的夾雜物類型發(fā)生了改變,產(chǎn)生了稀土氧硫化物夾雜。試樣中有稀土夾雜物和碳氮化物2類,鋼中稀土夾雜物主要為球形,鋼中Mo、Cr的碳化物均為尺寸較小的二次碳化物。
(4) 含有彌散稀土氧化物的高強(qiáng)鋼母材焊接熱影響區(qū)韌性更好,原因是試樣中的稀土夾雜物可以釘扎原奧氏體晶界,有效抑制焊接過程中晶粒的長大。



注")

 滬公網(wǎng)安備31011202020290號
滬公網(wǎng)安備31011202020290號
