



分享:鍛造-增材復合制造Ti-6Al-4V合金結合區(qū)顯微組織及力學性能

馬健凱, 李俊杰
在Ti-6Al-4V合金鍛造成形雙態(tài)組織基材上采用激光立體成形方法(送粉式激光增材制造)沉積塊體試樣,研究了不同線能量密度輸入下基材與增材結合區(qū)的微觀組織特征及形成機制。結果表明,結合區(qū)內不同高度部位由于熱源影響程度存在差異,形成了從下到上的非均勻組織。其中下部區(qū)域由于峰值溫度較低,仍保持初始雙態(tài)組織形貌,但發(fā)生一定粗化;中部區(qū)域隨著溫度升高以及保溫時間延長,形成等軸α相、層片α相及大量次生α相的混合組織;而上方靠近增材區(qū)的峰值溫度超過β相轉變溫度,完全轉變?yōu)橛蓪悠?i style="margin: 0px; padding: 0px; box-sizing: border-box;">α相形成的魏氏體組織,并伴隨著由于元素擴散不充分而形成的陰影結構。對包含基材區(qū)和增材區(qū)的結合試樣進行拉伸測試發(fā)現(xiàn),在設定的能量密度范圍內,斷裂位置均遠離結合區(qū),表明增材區(qū)與基材區(qū)結合良好,結合區(qū)強度超過基材區(qū)及增材區(qū)強度。此外,對比不同能量密度復合制造Ti-6Al-4V試樣的拉伸測試結果發(fā)現(xiàn),線能量密度為100 J/mm時,結合區(qū)以及增材區(qū)α相特征尺寸較小,復合制造試樣的屈服強度和抗拉強度最大。隨線能量密度的增大,復合制造試樣屈服強度和抗拉強度均減小,而延伸率增加。
關鍵詞:
金屬增材制造技術由于具有無模具、快速、全致密、近凈成形等特點已成為高性能、復雜形狀金屬構件制造的有效途徑,在航空航天領域得到了廣泛應用[1~5]。然而,增材制造技術仍面臨難以兼顧高效率、低成本的瓶頸問題。近年來,將傳統(tǒng)制造(鍛造、鑄造、機加工等)和增材制造相結合的復合制造技術逐漸發(fā)展起來[6~8]。該技術先采用傳統(tǒng)加工方式成形大體積規(guī)則結構,而后再通過增材制造形成精細結構,兼具傳統(tǒng)制造技術高效率、低成本的優(yōu)勢以及增材制造技術精細化、柔性化、快速成形的特點。
傳統(tǒng)增材制造中基材通常作為支撐物,最終將被移除,而在復合制造中,基材在增材工藝完成后將作為最終零件的一部分保留下來[8]。對復合制造構件而言,除增材、基材部位之外,基材與增材之間的結合區(qū)也是影響復合制造構件整體性能的關鍵環(huán)節(jié)。復合制造過程中,由于增材過程中的熱量不斷累積,基材結合面部分的組織會發(fā)生顯著變化,而且由于不同高度位置的熱歷史不同,導致結合區(qū)(熱影響區(qū))內會形成微觀組織及化學成分的不均勻性[9,10],這對最終零件的力學性能將產生重要影響。因此,深入理解不同增材工藝參數(shù)下結合區(qū)的組織特征及其形成機制對提高復合制造試樣的力學性能具有重要意義[11,12]。
對于復合制造結合區(qū)的組織與性能,已在不同合金體系中開展了研究[8,13~15]。針對1Cr12Ni2WMoVNb鋼,Wang等[13]在鍛件基材上利用送粉式激光增材制造方法開展復合制造,發(fā)現(xiàn)結合區(qū)由比基材區(qū)更細小的等軸奧氏體晶粒組成,而激光沉積區(qū)包含較粗大的柱狀奧氏體晶粒和樹枝晶結構,該組織特征決定了激光增材區(qū)和結合區(qū)的顯微硬度均高于基材區(qū),拉伸試樣的斷裂位置位于基材區(qū)。Ghoncheh等[14]通過鋪粉式激光增材制造將AlSi10Mg粉末沉積在AA2618鋁合金鑄態(tài)基材的頂部形成復合制造零件,結果表明AlSi10Mg/AA2618界面顯示出良好的融合性,結合區(qū)中合金元素的擴散系數(shù)、凝固過程中的溶質分配系數(shù)、液相混合焓以及溶解度決定了元素在基體中的擴散趨勢,復合試件的強度和斷裂應變由性能較弱的AA2618基體決定。對于鈦合金,Zhu等[8]研究了復合制造Ti-6.5Al-3.5Mo-1.5Zr-0.3Si (TC11)鈦合金的組織與力學性能,發(fā)現(xiàn)結合區(qū)內形成大量細小的次生相,有效提升了結合區(qū)的強度。然而對于目前應用范圍最廣的鈦合金——Ti-6Al-4V (TC4)而言,雖然對其激光增材制造組織已開展了大量研究[16~19],但對其復合制造過程中鍛態(tài)基材與激光增材之間的結合區(qū)組織特征及形成機制仍缺乏研究報道。
復合制造和熔焊技術具有一定的相似性,2者都是通過高能熱源形成熔池,熔池凝固后形成良好的冶金結合,同時結合區(qū)(熱影響區(qū))均受到高溫熱源的影響。針對Ti-6Al-4V合金,Zhang等[20]對焊接接頭附近結合區(qū)內的組織演變、元素分布及晶粒取向進行了深入分析,提出熱影響區(qū)中部的邊緣相(Rim-α)和靠近熔化區(qū)的陰影結構是由元素擴散不均勻和冷速差異所導致。Wang等[21]研究了電子束焊接Ti-6Al-4V結合區(qū)的組織形貌,發(fā)現(xiàn)結合區(qū)內部的組織存在不均勻性,熔化區(qū)內部出現(xiàn)了馬氏體和細層片α相組織,這種特殊組織可改善焊接件的拉伸性能和高周循環(huán)疲勞性能,但削弱了沖擊韌性和低周循環(huán)疲勞性能。上述針對TC4焊接結合區(qū)的研究雖然對理解復合制造具有一定幫助,但焊接結合區(qū)中的組織特征和形成規(guī)律與復合制造并不完全等同。焊接過程中結合區(qū)僅受到熱源的一次或幾次影響,而復合制造過程中結合區(qū)將經歷熱源的循環(huán)往復受熱。這種受熱條件的差異可能導致不同的微觀組織,并對最終性能產生影響。
復合制造過程涉及激光功率P、掃描速率v、掃描策略、抬升量等一系列工藝參數(shù),從能量輸入的角度,激光掃描過程中P和v是決定能量輸入大小的主要因素,而2者的綜合效果可通過激光線能量密度(單位長度上的能量輸入) El = P / v來衡量[22,23]。本工作在Ti-6Al-4V合金典型鍛造態(tài)基材上,采用3種不同線能量密度進行送粉式激光增材制造,分析了不同線能量密度下的結合區(qū)組織形成規(guī)律及機制,并對包含基材區(qū)和增材區(qū)的結合試樣進行拉伸力學性能測試。本工作旨在分析復合制造Ti-6Al-4V合金結合區(qū)的組織特征,揭示線能量密度的影響,為調控復合制造構件性能提供依據。
基材選用鍛造態(tài)Ti-6Al-4V合金,尺寸為100 mm × 45 mm × 55 mm。增材用Ti-6Al-4V合金粉末通過等離子旋轉電極方法制備,粉末顆粒直徑為80~150 μm,表面光潔度好,衛(wèi)星球粉數(shù)量少。Ti-6Al-4V粉末和鍛造基材的化學成分如表1所示。在LSF-VII型激光立體成形設備上完成不同工藝參數(shù)下的增材制造,該設備包含6 kW半導體激光器、五軸四聯(lián)動數(shù)控工作臺、高精度送粉器、同軸送粉噴嘴、惰性氣氛加工室和氧含量實時監(jiān)測系統(tǒng)等,成形過程中采用高純Ar氣作為保護氣體和載粉氣體。圖1a所示為增材制造過程示意圖,掃描方式為循環(huán)往復式,成形工藝參數(shù)如表2所示。圖1b為實驗所得不同工藝參數(shù)下的整體試件,增材部分尺寸為60 mm × 20 mm × 60 mm。
表 1 鍛造態(tài)Ti-6Al-4V基材與Ti-6Al-4V合金粉末的化學成分 (mass fraction / %)
Table 1
圖1 鍛造-增材復合制造實驗示意圖、復合制造試件、結合區(qū)拉伸試樣取樣位置和拉伸試樣尺寸
Fig.1 Schematics of forging-additive hybrid manufactured processing (a), hybrid manufactured samples (substrate size: 100 mm × 45 mm × 55 mm, deposition size: 60 mm × 20 mm × 60 mm) (b), sampling position of tensile specimen in bonding zone (c), and the size of tensile specimen (d)
表2 鍛造-增材復合制造工藝參數(shù)
Table 2
P
W
v
mm·s-1
d
mm
R0
%
Vf
g·min-1
ΔZ
mm
El
J·mm-1
在試件基材與增材結合部位取組織觀測試樣,將樣品機械磨拋后用Kroll's試劑腐蝕,利用GX71光學顯微鏡(OM)和TESCAN MAIA3掃描電子顯微鏡(SEM)觀察微觀組織及斷口形貌,利用SEM配備的能譜儀(EDS)進行成分分析。電子背散射衍射(EBSD)分析采用的加速電壓為20 kV,工作距離為17 μm,步長為0.25 μm。力學性能試樣的取樣位置位于結合區(qū),如圖1c所示,增材部分和基材部分各占50%,拉伸試樣的尺寸如圖1d所示,標距段尺寸為15 mm × 5 mm × 2 mm。在INSTRON電子拉力試驗機上參照GB/T228-2002 《金屬材料拉伸試驗方法》進行室溫拉伸性能測試。
圖2為3種不同線能量密度下鍛件-增材復合制造Ti-6Al-4V合金增材-基材結合界面附近的微觀組織,結果表明從基材區(qū)到增材區(qū)組織發(fā)生顯著變化。以線能量密度為100 J/mm的試樣(圖2a)為例,最下方基材區(qū)域(wrought substrate zone,WSZ)組織與初始鍛態(tài)基材組織相同,均為等軸α相和層片α相形成的雙態(tài)組織,高倍顯微照片如圖2d所示,其中等軸α相平均直徑約為12.5 μm,片狀α相平均寬度約為1.6 μm。最上方的增材區(qū)域(laser deposition zone,LDZ)由貫穿多個沉積層的外延生長柱狀β晶粒組成,β晶粒內部包含細小的層片α相,這與以往研究中[16,18]觀測到的鈦合金增材區(qū)組織相同。在基材區(qū)與增材區(qū)中間的結合區(qū)(bonding zone,BZ),由于受到激光熱源的影響,初始雙態(tài)組織發(fā)生了從下到上的非均勻變化,該區(qū)域的組織將在下文進行詳細分析。
圖2 不同線能量密度下鍛造-增材復合制造Ti-6Al-4V合金的結合部位及基材的顯微組織
Fig.2 Microstructures of the bonding zone in forging-additive hybrid manufactured Ti-6Al-4V alloy under linear energy densities of 100 J/mm (a), 133 J/mm (b), and 200 J/mm (c), and high magnified image of WSZ in Fig.2a (d) (WSZ—wrought substrate zone, LDZ—laser deposition zone, BZ—bonding zone)
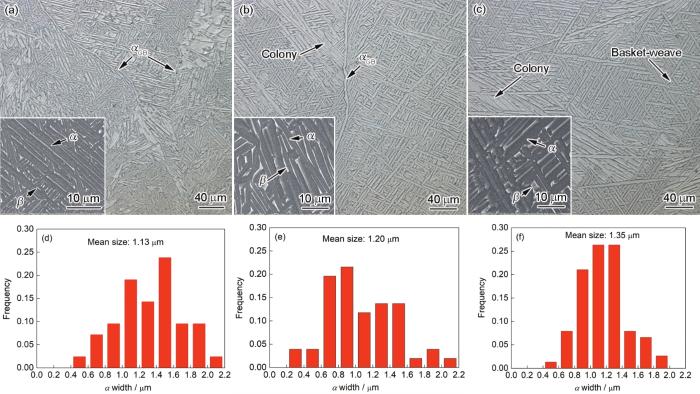
由圖2a~c可見,隨著線能量密度的增大,增材區(qū)β晶粒寬度有所增大。圖3a~c顯示了不同線能量密度下增材區(qū)柱狀β晶粒中的α層片組織(放大圖中暗區(qū)是α相,亮條狀是β相),其中包括β晶粒間的晶界α (αGB)、β晶粒內部網籃狀α相和團簇狀α相。不同能量密度下晶內α層片寬度的統(tǒng)計結果如圖3d~f所示。可以看出,隨著線能量密度的增加,晶內α層片寬度略有增大。
圖3 不同線能量密度下鍛造-增材復合制造Ti-6Al-4V合金增材區(qū)的微觀組織及其特征尺寸
Fig.3 Microstructures (a-c) and feature sizes (d-f) of α phase of the laser deposition zone in forging-additive hybrid manufactured Ti-6Al-4V alloy under linear energy densities of 100 J/mm (a, d), 133 J/mm (b, e), and 200 J/mm (c, f) (Insets in Figs.3a-c show the enlarged views. α: dark area, β: bright bar, αGB—grain boundary α phase)
激光立體成形過程中,首層熔池下方的基材(結合區(qū))由于受到熱影響而發(fā)生微觀組織的演化。圖4給出了3種不同線能量密度下沉積結束后結合區(qū)的顯微組織形貌(對應圖2中虛線框所示位置)。3種情況下,結合區(qū)組織從下到上均存在明顯差異,根據組織特點,可將結合區(qū)分為下(bottom-BZ)、中(mid-BZ)、上(up-BZ) 3部分,如圖4所示。
圖4 不同線能量密度下鍛造-增材復合制造Ti-6Al-4V合金結合區(qū)的顯微組織
(a1, a2, a3) 100 J/mm (b1, b2, b3) 133 J/mm (c1, c2, c3) 200 J/mm
Fig.4 Microstructures of the bonding zones in forging-additive hybrid manufactured Ti-6Al-4V alloy corresponding to the square areas in Figs.2a (a), 2b (b), and 2c (c), and locally magnified images of bottom-BZ (a1, b1, c1), mid-BZ (a2, b2, c2), and up-BZ (a3, b3, c3) (The dashed lines in Figs.4a, b, and c show the interfaces between the up-BZ and LDZ. The dotted lines in Figs.4a3, b3, and c3 show the morphologies of equiaxed β grains formed during heating)
如圖4a1、b1和c1所示,結合區(qū)下部仍為初始狀態(tài)的等軸α相和層片α相形成的雙態(tài)組織,由于受熱源影響,相比于初始基材,該處組織發(fā)生一定粗化,且隨著能量密度增大,相同高度位置的層片α相寬度和等軸α相尺寸均增大,如圖5a和b中給出的統(tǒng)計結果所示。
圖5 不同線能量密度下鍛造-增材復合制造Ti-6Al-4V合金結合區(qū)中不同組織的尺寸
(a) width of lamellar α phase in bottom-BZ
(b) diameter of equiaxed α phase in bottom-BZ
(c) width of lamellar α phase in up-BZ
(d) diameter of equiaxed β phase in up-BZ
Fig.5 The sizes of different microstructures of the bonding zone under different linear energy densities in forging-additive hybrid manufactured Ti-6Al-4V alloy
如圖4a2、b2和c2所示,結合區(qū)中部仍由等軸α相和層片α相組成,但相比于結合區(qū)下部,此處等軸α相直徑和層片α相寬度均有所減小,α層片之間不再是連續(xù)的β相,因而OM下層片組織不再如基材中清晰。在鈦合金的升溫過程中,α相溶解起始溫度約為650℃,α相完全溶解溫度(β相轉變溫度)約為980℃[18]。結合區(qū)中部區(qū)域受到激光熱源的影響,溫度上升,其峰值溫度位于α相起始溶解溫度和完全溶解溫度之間(650~980℃),等軸α相和層片α相發(fā)生部分溶解,使得最終殘余的等軸α相直徑和層片α相寬度減小。此區(qū)域SEM像如圖6所示。可以看出,在層片α相之間的β相中形成了次生α相(αs),且隨線能量密度的增大,次生α相體積分數(shù)增大。
圖6 不同線能量密度下鍛造-增材復合制造Ti-6Al-4V合金結合區(qū)中部的顯微組織
Fig.6 Microstructures of the middle of bonding zone in forging-additive hybrid manufactured Ti-6Al-4V alloy under linear energy densities of 100 J/mm (a), 133 J/mm (b), and 200 J/mm (c) (αs—secondary α)
如圖4a3、b3和c3所示,結合區(qū)上部呈現(xiàn)出魏氏體組織,晶界α相勾勒出等軸β晶粒形貌,β晶粒內包含由α層片以及一些白色的區(qū)域。白色區(qū)域的高倍SEM像如圖7a~c所示(在SEM中呈現(xiàn)灰色)。可以看到,該區(qū)域同樣由許多α層片構成,其尺寸隨著線能量密度的增大而減小。Pederson等[24]在研究Ti-6Al-4V合金焊接接頭的熱影響區(qū)中發(fā)現(xiàn)過類似組織,并將其命名為陰影結構(Ghost structure)。EDS線掃描發(fā)現(xiàn),陰影結構區(qū)域成分和周圍區(qū)域存在差異,如圖7d所示,其中陰影區(qū)域Al元素含量高于周圍層片區(qū),而V元素含量低于周圍區(qū)域,因此呈現(xiàn)出不同的襯度。上部區(qū)域β晶粒內α層片尺寸及等軸β晶粒尺寸的統(tǒng)計結果分別如圖5c和d所示。可以看出,隨著線能量密度的增大,α層片尺寸以及等軸β晶粒的直徑均增大,該區(qū)域的α層片是基材組織達到β相轉變溫度以后發(fā)生β→α相轉變形成的。
圖7 不同線能量密度下鍛造-增材復合制造Ti-6Al-4V合金結合區(qū)上部的顯微組織以及陰影結構的元素含量變化
Fig.7 Microstructures of the up of bonding zone in forging-additive hybrid manufactured Ti-6Al-4V alloy under linear energy densities of 100 J/mm (a), 133 J/mm (b), 200 J/mm (c), and element content changes in ghost structure along line in Fig.7b (d)
增材制造過程中基材要經歷循環(huán)往復受熱。開始時刻,激光熱源直接照射在基材上,熱源經過基材表面任意一點A時,A點下方基材溫度急劇上升,當熱源移動之后,A點下方基材開始降溫,當沉積下一道或下一層時,熱源再次靠近A點時,A點下方溫度再次升高。初始階段,基材溫度在一個較高數(shù)值的區(qū)間內震蕩。隨著沉積層數(shù)的增高,熱源逐漸遠離基材,基材溫度下降。基材從上至下不同部位由于距熱源的距離不同,受到熱源的影響程度不同,導致其相變過程不同,最終形成不同的微觀組織。
結合區(qū)下部由于距離熔池較遠,升溫所能達到的峰值溫度遠低于β相轉變溫度,故該處無相變發(fā)生,初始的等軸α相、層片α相僅僅發(fā)生一定的粗化(圖5)。隨著線能量密度的增大,同一豎直高度處的基材溫度升高,溶質擴散加劇,粗化更為顯著。因而結合區(qū)下部的等軸α相、層片α相的尺寸隨能量密度升高而增大。
在結合區(qū)中部,峰值溫度相比結合區(qū)下部有所升高,但仍低于β相轉變溫度。在初次升溫時,當溫度超過650℃ (α相溶解起始溫度)時,層片α相和等軸α相就會發(fā)生部分溶解,轉變?yōu)?i style=";padding: 0px;box-sizing: border-box">β相,隨后的多次熱循環(huán)過程相當于高溫時效過程,在β相內產生次生α相[25]。且隨著線能量密度升高,同一高度位置初次升溫的峰值溫度升高,α相轉變生成的β相更多,因而后期時效過程中形成的次生α相體積分數(shù)更大,如圖6所示。此外,值得注意的是Ti-6Al-4V合金復合制造過程中結合區(qū)中部的組織與焊接結合區(qū)中部的組織明顯不同,焊接結合區(qū)中部僅僅經歷一次或者幾次的熱循環(huán)過程,因此沒有次生α相的形成[26,27]。
結合區(qū)上部最靠近熱源,其升溫過程的峰值溫度超過β相轉變溫度,初生α相全部轉變?yōu)?i style=";padding: 0px;box-sizing: border-box">β相。在初次降溫過程中,由于初始等軸α相轉變成的β相內Al含量較多,優(yōu)先形核形成α'馬氏體相(陰影區(qū)內的層片α相),在晶界處形核的α'相以片層狀的形式向晶內生長,在隨后的熱循環(huán)過程中α'馬氏體相分解,最后形成包含晶界α相和層片α相的魏氏組織[19]。通過晶界α相可以觀察到初始升溫形成的等軸β晶粒形貌(圖4a3、b3和c3中虛線所示)。隨著線能量密度的增大,該區(qū)域在β相轉變溫度以上停留時間較長,等軸β晶粒尺寸增大,同時晶內層片α相的寬度增大(圖7a~c和圖5d所示)。在升/降溫過程中,初始等軸α相中的Al與V元素沒有足夠時間擴散達到平衡,因而形成陰影結構[16,24] (圖4和7a~c所示)。陰影結構的尺寸隨著線能量密度的增大而減小,這主要與升降溫過程中元素擴散有關,相比于線能量密度為100 J/mm時的情形,線能量密度為200 J/mm時,Al和V元素的擴散更充分,所以陰影結構尺寸減小。
等軸α相是基材在前期熱機械處理過程中由層片α相發(fā)生再結晶轉變而形成的一種組織形態(tài),是基材中α相的一種初始組織,并非在激光沉積成形過程中形成。層片狀α是α相從母相β相析出時由于彈性應變能導致的特殊形態(tài)。β→α轉變過程中遵循Burgers取向關系:<110>β //<0001>α,<111>β //<
圖8 鍛件-增材復合制造Ti-6Al-4V試樣增材區(qū)的EBSD測試結果以及A晶粒的散點極圖
Fig.8 EBSD of the deposition zone (a), the reconstruction of β grain in Fig.8a (b), and scatter pole figures of α phase (c) and β phase (d) of A grain in forging-additive hybrid manufactured Ti-6Al-4V alloy (A grain represents β grain in Fig.8a, arrows in Figs.8c and d show the pole positions)
圖9 增材區(qū)中α相和β相的TEM像以及電子衍射斑點
Fig.9 TEM images of α and β phases (a), corresponding electron diffraction patterns of β phase (b) and α phase (c) in the deposition zone
圖10給出了不同線能量密度下鍛造-增材復合制造Ti-6Al-4V試樣(包含50%的基材區(qū)和50%的增材區(qū))的拉伸性能,對應的力學性能如表3所示。結果表明,隨著線能量密度的增加,試樣的抗拉強度和屈服強度均降低,但延伸率有所增加。當線能量密度為100 J/mm時,結合區(qū)試樣的抗拉強度和屈服強度最大,分別為954.64和861.74 MPa,比線能量密度為200 J/mm時分別提高了4.2%和4.0%,但延伸率下降了19.1%。
圖10 不同線能量密度下鍛造-增材復合制造Ti-6Al-4V合金結合區(qū)試樣的應力-應變曲線
Fig.10 Stress-strain curves of the bonding zone samples in forging-additive hybrid manufactured Ti-6Al-4V alloy under different linear energy densities
表3 不同線能量密度下鍛造-增材復合制造Ti-6Al-4V合金的力學性能
Table 3
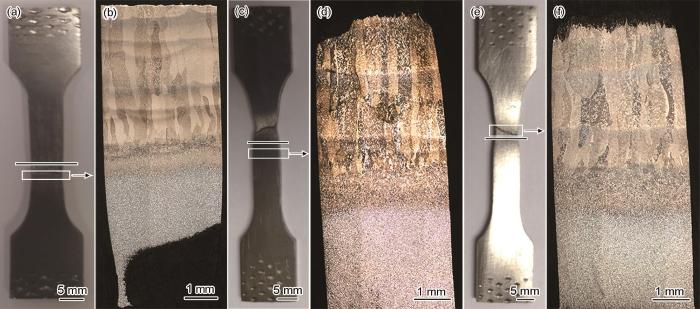
不同線能量密度下結合區(qū)試樣的斷裂位置如圖11所示。線能量密度為100 J/mm時,斷裂部位位于基材區(qū),而線能量密度為133和200 J/mm時,斷裂部位均位于增材區(qū)。3種線能量密度下斷裂部位均遠離結合區(qū),表明增材區(qū)與基材區(qū)的結合良好,結合區(qū)的強度超過基材區(qū)和增材區(qū)。在本實驗中,3種線能量密度下,基材均為雙態(tài)組織,當線能量密度為100 J/mm時,增材區(qū)以及結合區(qū)內部的典型組織尺寸均較小(圖3和5),增材區(qū)的屈服強度大于基材區(qū),拉伸過程中應變主要集中在性能較弱的基材區(qū),并在該區(qū)域發(fā)生斷裂;當線能量密度為133和200 J/mm時,增材區(qū)以及結合區(qū)內部的典型組織尺寸增大,由Hall-Petch效應可知,增材區(qū)的屈服強度下降,所以拉伸過程中,斷裂位置位于增材區(qū)。這與Liu等[32]發(fā)現(xiàn)拉伸應變傾向于集中在非均勻樣品的較弱區(qū)域上,并導致在該區(qū)域發(fā)生斷裂是一致的。
圖11 不同線能量密度下結合區(qū)鍛造-增材復合制造Ti-6Al-4V合金試樣的斷裂位置
Fig.11 Low (a, c, e) and locally high (b, d, f) magnified images showing fracture positions of the bonding zone samples in forging-additive hybrid manufactured Ti-6Al-4V alloy under line energy densities of 100 J/mm (a, b), 133 J/mm (c, d), and 200 J/mm (e, f)
由圖10可知,與線能量密度為133和200 J/mm相比時,線能量密度為100 J/mm時,結合區(qū)試樣的抗拉強度和屈服強度最大,原因是線能量密度為100 J/mm時,單位時間激光能量輸入小,熱累積程度低、冷速較大,因此等軸α相粗化程度較小,析出的層片α相寬度較小。對于鈦合金而言,層片α相厚度及等軸α相尺寸是決定屈服強度的主要因素,材料的屈服強度隨這些組織特征尺寸的減小而增大。因此,能量密度為100 J/mm時,相對細小的層片α相和等軸α相導致其屈服強度較高。
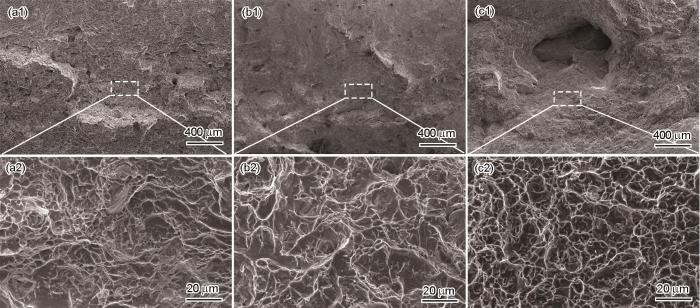
圖12為不同線能量密度下鍛造-增材復合制造Ti-6Al-4V合金試樣的室溫拉伸斷口形貌。由圖可知,不同線能量密度下的斷口形貌均出現(xiàn)明顯的剪切唇和等軸韌窩,表明3個試樣的斷裂模式均為韌性斷裂。斷口形貌受顯微組織的影響,當線能量密度為100 J/mm時,斷裂位于具有雙態(tài)組織的基材區(qū),由于等軸α相的直徑大于層片α相的寬度,所以其斷口的韌窩直徑大于斷裂位置位于增材區(qū)的韌窩直徑(線能量密度為133和200 J/mm),另一方面,韌窩的深度隨著線能量密度的增加逐漸增大,這與圖10中拉伸試樣延伸率的變化規(guī)律一致[33,34]。
圖12 不同線能量密度下鍛造-增材復合制造Ti-6Al-4V合金結合區(qū)的斷口形貌
Fig.12 Low (a1-c1) and locally high (a2-c2) magnified fracture morphologies of bonding zone in forging-additive hybrid manufactured Ti-6Al-4V alloy under linear energy densities of 100 J/mm (a1, a2), 133 J/mm (b1, b2), and 200 J/mm (c1, c2)
(1) 鍛造-增材復合制造Ti-6Al-4V試樣結合區(qū)受熱源的影響形成非均勻組織。其中下部為雙態(tài)組織,中部由等軸α相、層片α相以及高溫時效保溫形成的次生α相組成,上部為層片α相形成的魏氏體組織,并伴隨著由于元素擴散不充分而形成的陰影結構。
(2) 隨線能量密度的增大,鍛造-增材復合制造Ti-6Al-4V試樣結合區(qū)下部等軸α相和層片α相發(fā)生一定程度的粗化;結合區(qū)中部次生α相的體積分數(shù)增大;結合區(qū)上部層片α相寬度增大,陰影結構的尺寸減小。此外,增材區(qū)柱狀β晶粒尺寸以及層片α相的寬度隨線能量密度的增加而變大。
(3) 本工作采用的3種能量密度下,結合區(qū)強度均大于基材區(qū)和增材區(qū)。線能量密度為100 J/mm時,增材區(qū)的強度大于基材區(qū),斷裂位置位于基材區(qū);線能量密度為133和200 J/mm時,增材區(qū)的強度小于基材區(qū),斷裂位置位于增材區(qū)。隨線能量密度的增大,鍛造-增材復合制造Ti-6Al-4V試樣的屈服強度和抗拉強度減小,延伸率增加。
 ,, 王志軍, 王俞鑒, 王錦程,
,, 王志軍, 王俞鑒, 王錦程,
1 實驗方法
Alloy
H
O
N
C
Si
Fe
V
Al
Ti
Substrate
0.0019
0.140
0.010
0.020
0.030
0.03
4.2
6.36
Bal.
Powder
0.0030
0.087
0.002
0.008
0.028
0.03
4.2
6.37
Bal.
圖1

Sample
1
1500
15
5
50
12-13
0.7
100
2
2000
15
5
50
12-13
0.7
133
3
2000
10
5
50
12-13
0.7
200
2 實驗結果與討論
2.1 復合制造試樣組織表征與分析
2.1.1 結合面附近基材區(qū)及增材區(qū)組織
圖2
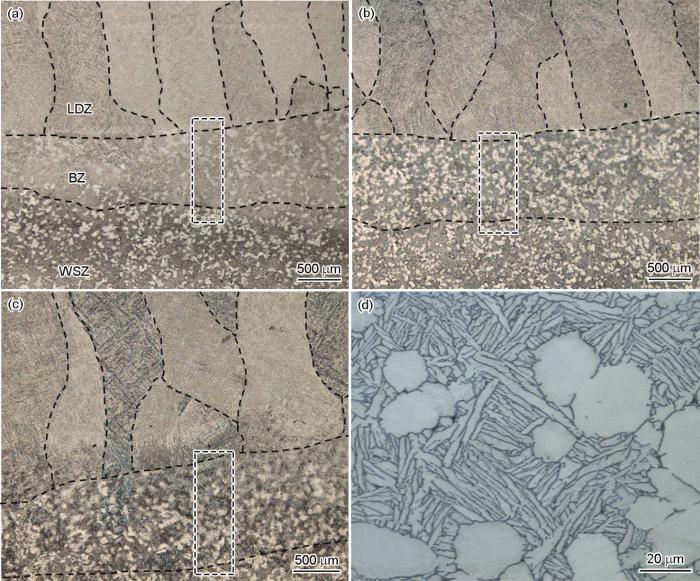
圖3
2.1.2 結合區(qū)組織特征
圖4

圖5

圖6

圖7

2.1.3 結合區(qū)非均勻組織形成機制
圖8
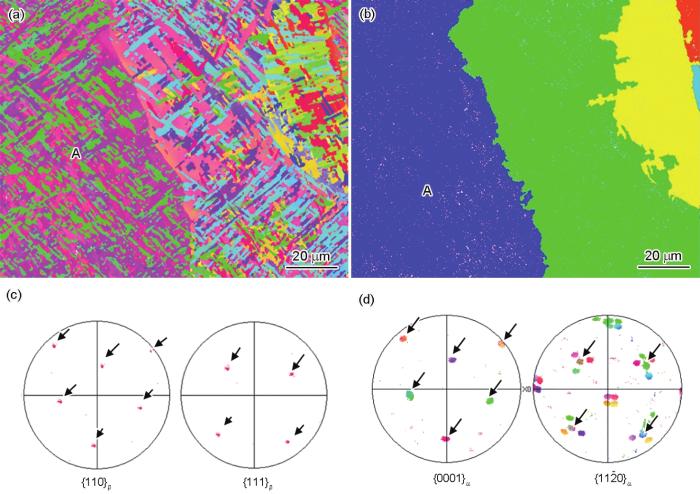
圖9

2.2 力學性能
2.2.1 拉伸性能
圖10

Sample
UTS / MPa
YS / MPa
EL / %
1
954.64 ± 0.4
861.74 ± 3.2
12.48 ± 2.25
2
918.00 ± 8.1
815.60 ± 5.5
12.80 ± 0.24
3
915.86 ± 10.5
828.23 ± 7.8
15.43 ± 0.45
圖11
2.2.2 斷口形貌
圖12
3 結論
來源--金屬學報
 滬公網安備31011202020290號
滬公網安備31011202020290號
