



分享:熱處理對選區激光熔化Ti55531合金多孔材料力學性能的影響

張東陽1, 張鈞1, 李述軍 ,2, 任德春2, 馬英杰2, 楊銳2
,2, 任德春2, 馬英杰2, 楊銳2
1
2
通過XRD、OM、SEM和壓縮實驗等方法,研究了熱處理對選區激光熔化制備Ti-5Al-5Mo-5V-3Cr-1Zr (Ti55531)合金多孔材料組織和力學性能的影響。結果表明,在750~900℃之間進行固溶處理隨后于500~600℃之間進行時效處理,Ti55531合金多孔材料的孔梁組織由α相和β相組成。隨著固溶溫度升高,孔梁中初生α相含量減少,次生α相含量增加,孔梁母材抗壓強度升高但塑性降低,造成其韌性變差。隨著時效溫度的升高,孔梁中初生α相形狀、尺寸和含量無明顯變化,次生α相的含量減少而尺寸增加,孔梁母材抗壓強度降低,塑性增加,使其韌性提高。Ti55531合金多孔材料抗壓強度與其孔梁母材韌性密切相關,通過熱處理調節孔梁母材強度和塑性匹配,提高其韌性,能夠有效改善多孔材料的壓縮強度。
關鍵詞:
多孔材料具有質量輕,比表面積大,吸附性、滲透性和散熱性好等優點,是實現材料輕量化和結構功能一體化的有效途徑之一[1,2],在汽車、機械、化工、醫療、能源和航空航天等領域具有廣闊的應用前景[3]。
多孔材料的強度和密度符合Gibson-Ashby關系,提高強度的同時密度也會增大,很難在低密度下實現高強度需求[4]。為解決這一矛盾,可以通過調整孔型結構和改善孔梁組織組成優化多孔材料的性能。厲雪等[5]研究了Gyroid結構在沖擊加載條件下的動態力學響應,發現負梯度結構具有比正梯度結構和均勻結構更低的屈服應力。Luxner等[6]對規則和無序多孔結構進行有限元分析,發現規則結構比無序結構具有更高的強度,但容易發生突然性破壞。Vesenjak等[7]報道了圓形單元結構比矩形單元結構具有更穩定的變形行為和更好的能量吸收能力。Li等[8]的研究表明通過單元結構設計,改變施加于孔梁力的屈曲和彎曲分量匹配,可以有效改善多孔材料的變形行為和強度。Jang等[9]通過降低單元結構尺寸和仿生多級結構設計,制備出強度高達1.75 GPa的超輕陶瓷多孔材料。Zheng等[10]在微米尺度對單元結構進行優化設計,使孔梁僅承受拉-拉或壓-壓變形,實現了超強超輕多孔材料制備。Bauer等[11]利用增材制造技術,制備出單元結構尺寸達到納米級的聚合物多孔材料,其“強度/密度”比值與金剛石相當。趙朔等[12]和Yang等[13]利用熱處理對Ti-6Al-4V多孔合金組織進行調整,發現通過改變α片層厚度及長度可以有效提高多孔材料的塑性。從已報道的結果來看,目前多孔材料力學性能優化相關研究多集中于孔型結構設計,尚缺乏孔梁組織和性能調整與多孔材料力學性能內在關聯的研究。
Ti55531合金名義成分為Ti-5Al-5Mo-5V-3Cr-1Zr (質量分數,%),是一種亞穩β型鈦合金,通過固溶、時效處理可以有效改善該合金的組織,實現其高強度特性[14]。此外,該合金還具有良好的淬透性,且不易產生成分偏析[15],在航空航天等領域具有較高的工程應用價值。本工作利用激光選區熔化(selective laser melting,SLM)技術制備了Ti55531合金多孔材料,研究了熱處理對孔梁母材組織及力學性能的影響規律,并探討了其對多孔材料力學性能影響機制,為Ti55531多孔材料的應用提供實驗數據支撐和理論支持。
1 實驗方法
通過無坩堝感應熔煉超聲氣體霧化法(electron inert gas atomized,EIGA)制備Ti55531預合金粉末。采用化學分析方法分析其主要化學成分(質量分數,%)為:Al 4.9,V 4.91,Mo 5.12,Cr 2.90,Zr 0.95,Ti余量。利用Realizer SLM-100型金屬鋪粉3D打印機制備Ti55531合金多孔材料,激光器所用功率為175 W,激光光斑直徑為0.04 mm,掃描間距為0.1 mm,粉層厚度為0.05 mm,掃描速率為1000 mm/s。為考察熱處理對孔梁母體材料本征力學性能的影響,隨爐打印直徑1.75 mm、長度3.5 mm的小棒用于其壓縮強度測試。
將制備的Ti55531合金多孔材料和小棒封于真空管內,在馬弗爐內分別于750~900℃進行固溶處理,隨后在500~600℃進行時效處理,冷卻方式均為空冷,樣品編號和具體的熱處理工藝制度見表1。
表1 Ti55531多孔材料熱處理工藝
Table 1
| Specimen | Solution temperature | Solution time | Cooling | Aging temperature | Aging time | Cooling |
|---|---|---|---|---|---|---|
| oC | h | oC | h | |||
| A | - | - | - | 500 | 4 | Air cooling |
| B | 750 | 1 | Air cooling | 500 | 4 | Air cooling |
| C | 800 | 1 | Air cooling | 500 | 4 | Air cooling |
| D | 900 | 1 | Air cooling | 500 | 4 | Air cooling |
| E | 800 | 1 | Air cooling | 600 | 4 | Air cooling |
| F | As-fabricated | - | - | - | - | - |
利用Axiovert 200 Mat型光學顯微鏡(OM)和Tescan Mira 3型掃描電子顯微鏡(SEM)對預合金粉末形貌和原始打印態及熱處理后多孔材料進行表面形貌和顯微組織觀察。用于OM和SEM觀察的試樣采用HF∶HNO3∶C3H6O3 = 1∶10∶30混合溶液進行腐蝕。采用D8 Discover型X射線衍射儀(XRD)對多孔材料相組成進行測定,X射線為Cu靶Kα 射線,X射線衍射角為30°~90°,掃描步長為5°/min,電流為200 mA,電壓為40 kV。根據GB/T 6394—2017,采用截線法統計晶粒尺寸。根據GB/T 13305—2008,利用Image Pro Plus軟件和jade軟件,采用金相法和XRD定量分析法,統計初生α相(αp)和次生α相(αs)含量。采用Instron 5582型電子萬能試驗機,按照GB/T 7314—2017對Ti55531合金多孔試樣和小棒試樣進行室溫壓縮實驗,橫梁位移速率為0.5 mm/min,每種熱處理制度壓縮測試樣品為2個。
2 實驗結果
2.1 Ti55531合金粉末與多孔樣品表征
Ti55531合金粉末的形貌及粒度分布如圖1所示。由圖可見,預合金粉末球形度良好,其粒度尺寸主要分布在10~80 μm之間。
圖1
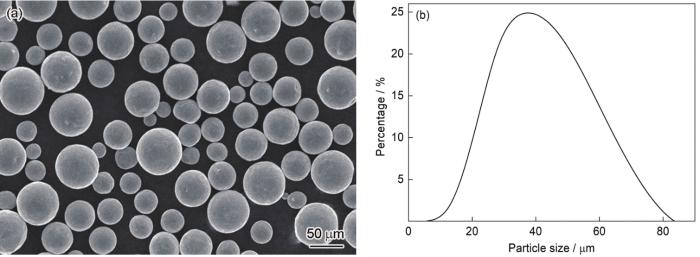
圖1 Ti55531合金粉末形貌及粒度分布
Fig.1 SEM image (a) and particle size distribution (b) of the Ti55531 alloy powders
多孔材料單元孔型結構為拓撲優化(optimized topology,OPT)結構,該結構為均勻正八面體中空結構,長寬比為3,寬厚比為4.2,理論孔隙率為60.4% (圖2a)。利用UG軟件對單元結構進行陣列,建成10 mm × 10 mm × 10 mm的多孔模型,在3個方向上單胞個數為3 × 3 × 3 (圖2b),制備的多孔材料實物如圖2c所示,根據質量-體積法測得所制備多孔材料的實際孔隙率為65%,密度為1.6 g/cm3。
圖2
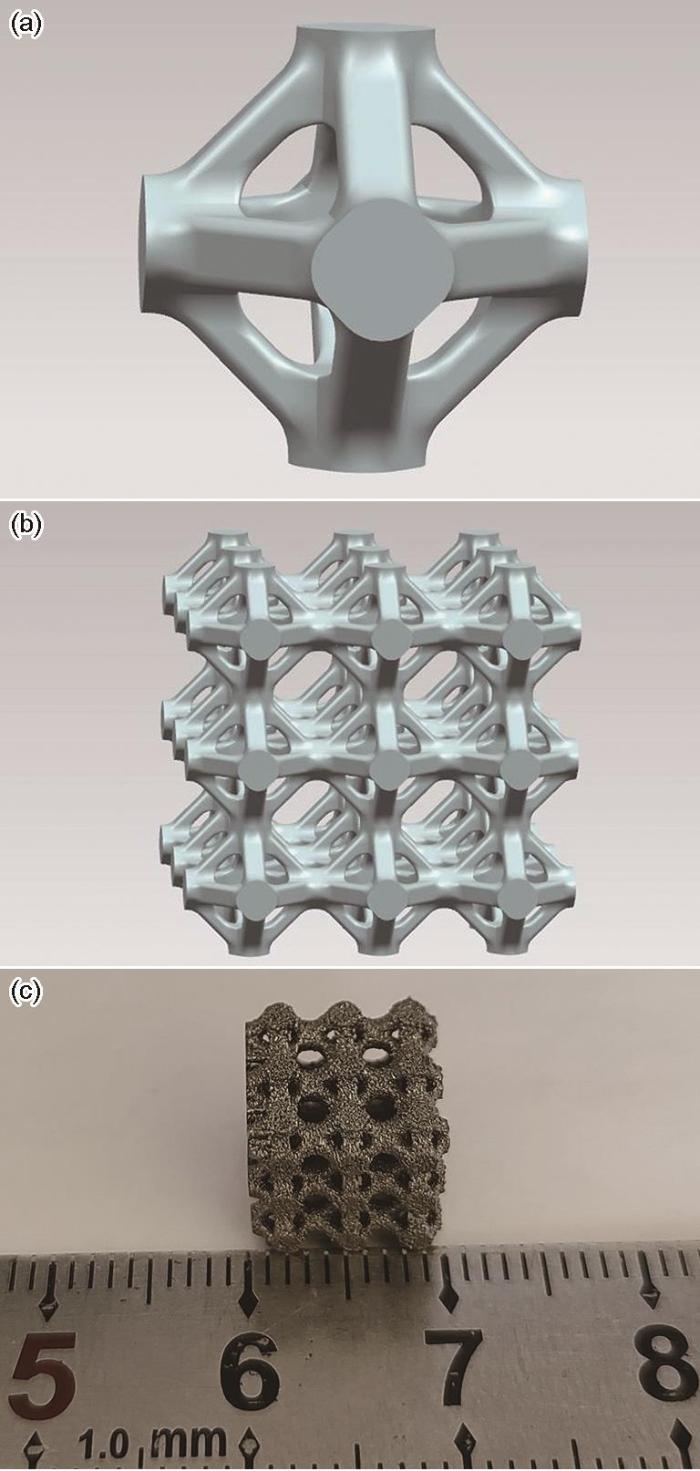
圖2 Ti55531合金多孔材料結構模型和選區激光熔化打印樣品
Fig.2 Porous structure models (a, b) and selective laster melting (SLM) fabricated specimen (c) of porous Ti55531 alloy
2.2 熱處理對Ti55531合金多孔材料孔梁組織的影響
2.2.1 原始打印態組織
圖3為Ti55531合金多孔材料孔梁原始打印態和不同熱處理制度處理后的XRD譜。由圖可見,孔梁的原始打印態組織由bcc結構β相組成,這主要與SLM成形技術較快的冷卻速率有關。圖4為Ti55531多孔材料原始態孔梁橫截面顯微組織的OM和SEM像。可以看出,孔梁的橫截面組織主要為等軸晶,平均晶粒尺寸為28.3 μm。圖5為Ti55531多孔材料孔梁表面形貌的SEM像。可見,孔梁表面凹凸不平,粗糙度較大,這是由孔梁表面粘附著大量未熔融和半熔融的Ti55531預合金粉末顆粒造成的。
圖3
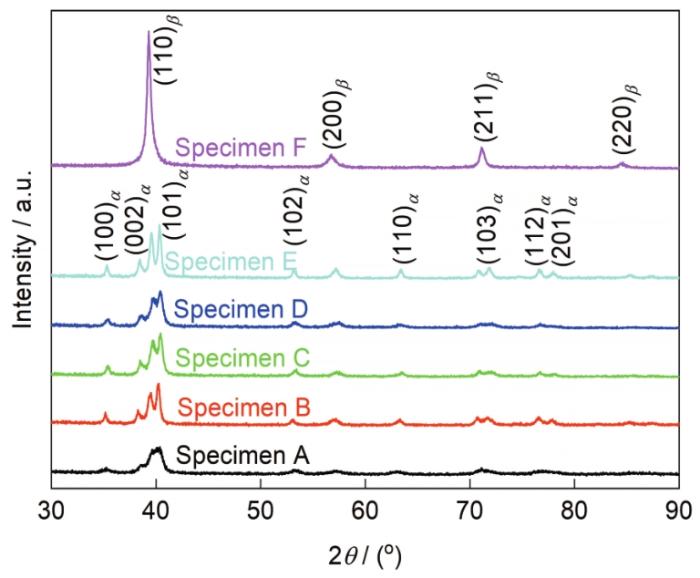
圖3 Ti55531多孔材料孔梁原始態和經過不同熱處理制度處理后的XRD譜
Fig.3 XRD spectra of the as-fabricated and heat treated porous Ti55531 specimens
圖4
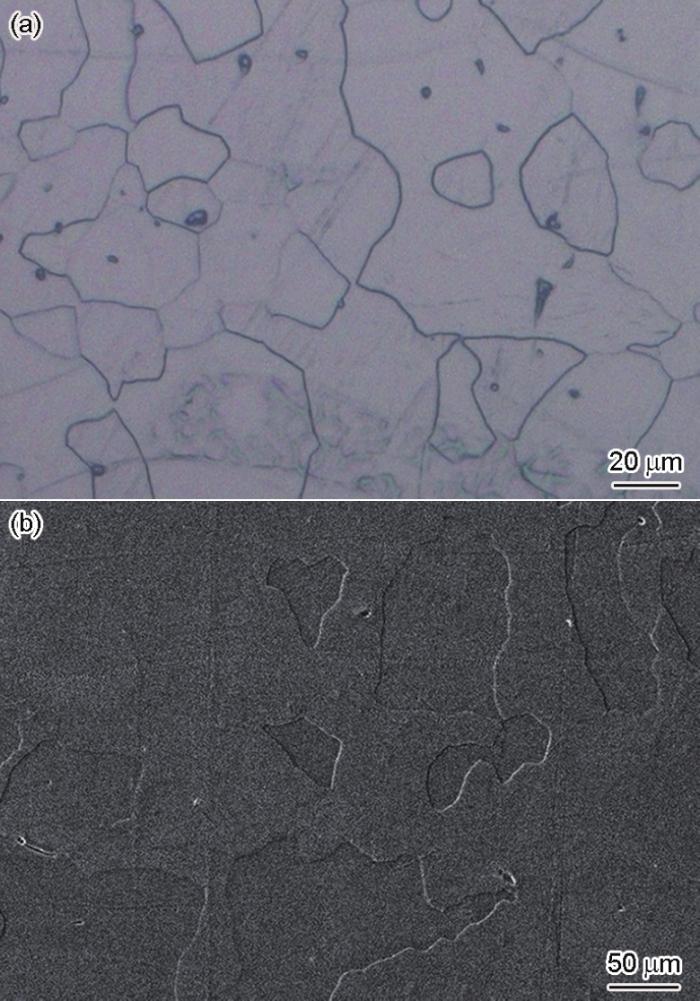
圖4 Ti55531多孔材料原始態孔梁橫截面顯微組織的OM和SEM像
Fig.4 Cross-sectional OM (a) and SEM (b) images of the as-fabricated porous Ti55531 specimen
圖5
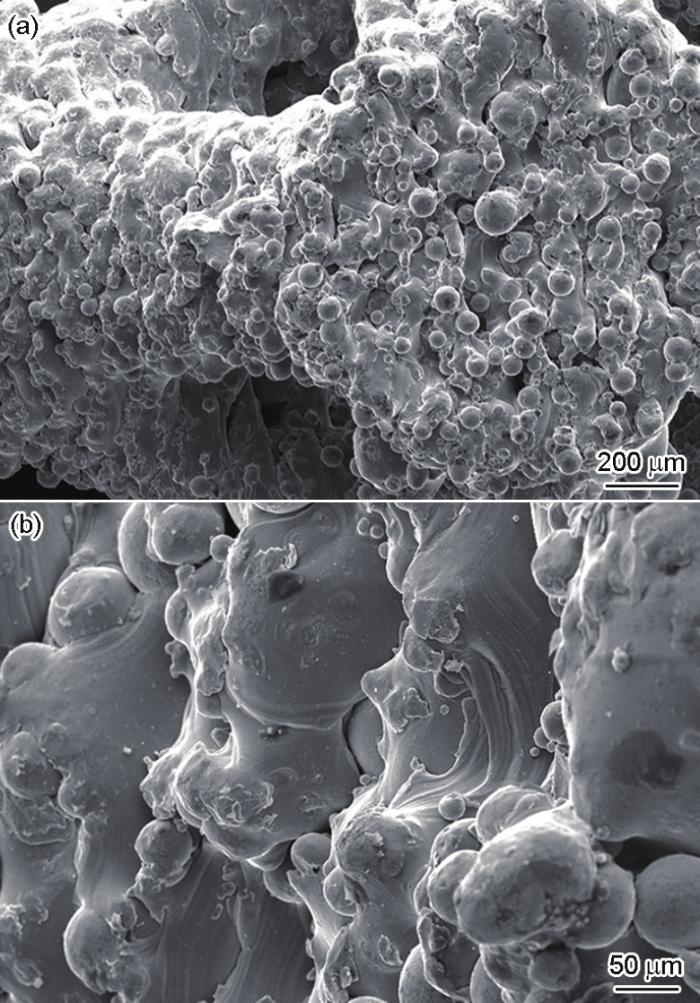
圖5 Ti55531多孔材料孔梁表面形貌的SEM像
Fig.5 Low (a) and high (b) magnified surface SEM images of the as-fabricated porous Ti55531 specimen
2.2.2 熱處理態組織
Ti55531合金多孔樣品經750~900℃固溶處理和500~600℃時效處理后,孔梁組織主要由α + β相組成(圖3),不同固溶溫度和時效溫度下從β基體中析出的α相形貌和分布會有所不同。
(1) 固溶溫度的影響
圖6和7分別為Ti55531多孔材料經不同固溶溫度處理后在500℃時效處理的OM和SEM像。由圖6可見,隨固溶處理溫度升高,晶粒尺寸增加,當固溶溫度達到900℃時,晶粒尺寸約為89.8 μm。在Ti55531合金相變點(845 ± 5)℃以上對多孔樣品進行固溶處理(900℃)隨后時效處理,其孔梁組織主要由針狀αs相和β基體構成(圖7g和h)。而在相變點以下進行固溶處理隨后時效處理,孔梁組織由初生αp相、αs相和β基體組成(圖7c~f),αp相形貌為長條狀、短棒狀或橢球狀,尺寸在0.5~2.0 μm之間,主要分布于β晶粒內部和晶界處。αs相形貌為針片狀,尺寸在200 nm以下,主要分布于晶粒內部的αp相之間。隨著固溶溫度的升高,晶界處αp相逐漸碎化,且尺寸有所增加,αp相含量降低,αs相含量增加(表2)。以上結果表明,固溶溫度主要影響時效樣品中αp相的形貌、分布和數量。對于未經固溶處理直接時效處理樣品(圖7a和b),組織由αs相與β相組成,與在相變點以上固溶處理并時效處理樣品相比,其αs相數量更多,且尺寸更細小。
圖6
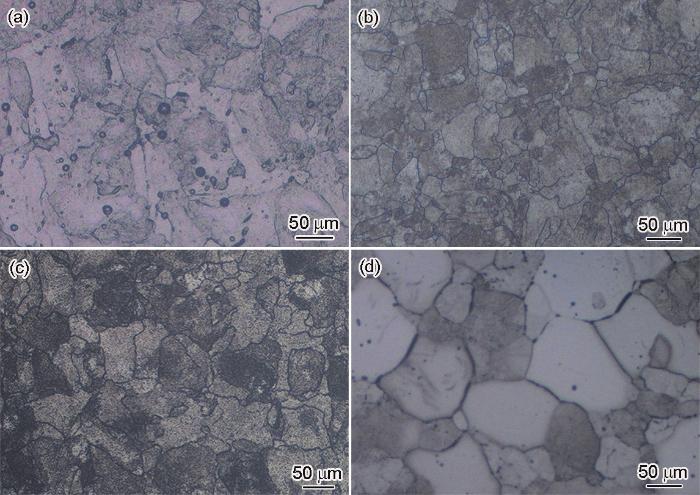
圖6 不同溫度固溶1 h隨后500℃時效處理4 h后Ti55531多孔材料孔梁組織的OM像
Fig.6 OM images of the porous Ti55531 specimens after solution treated at different temperatures for 1 h followed by aging at 500oC for 4 h
(a) without solution treatment (b) 750oC (c) 800oC (d) 900oC
圖7
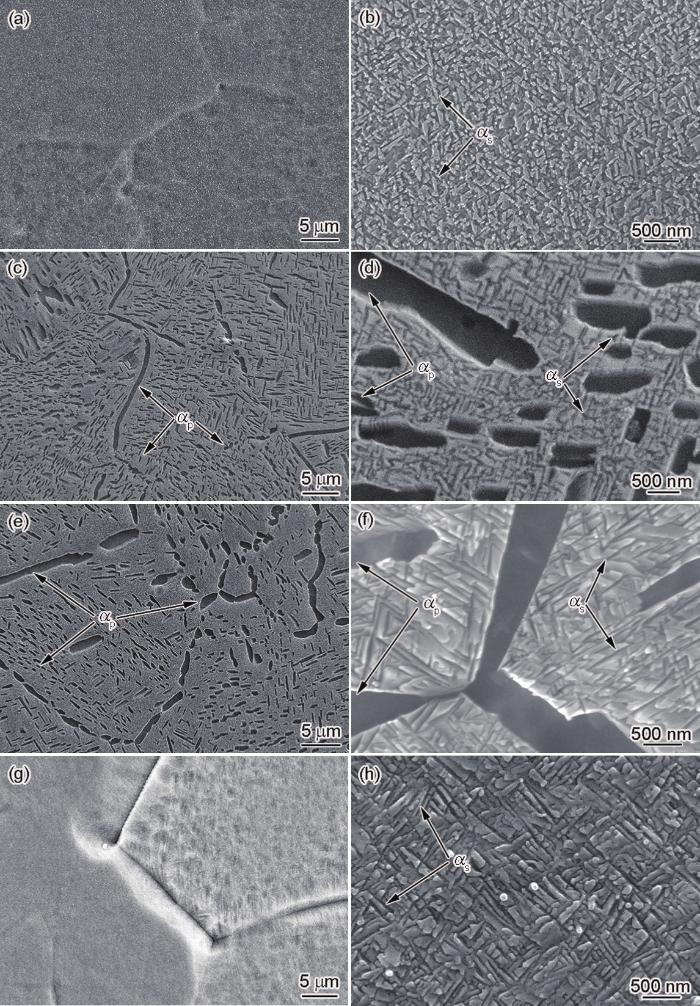
圖7 不同溫度固溶處理1 h隨后500℃時效處理4 h后Ti55531多孔材料孔梁組織的SEM像
Fig.7 Low (a, c, e, g) and high (b, d, f, h) magnified SEM images of the porous Ti55531 specimens after solution treated at different temperatures for 1 h followed by aging at 500oC for 4 h ( αp—primary α, αs—secondary α )
(a, b) without solution treatment (c, d) 750oC (e, f) 800oC (g, h) 900oC
表2 不同熱處理后Ti55531合金多孔材料孔梁中相含量 (%)
Table 2
| Specimen | αp | αs | β |
|---|---|---|---|
| A | - | 97 | 3 |
| B | 25 | 69 | 6 |
| C | 17 | 77 | 6 |
| D | - | 96 | 4 |
| E | 17 | 74 | 9 |
| F | - | - | 100 |
(2) 時效溫度的影響
圖8和9為試樣經800℃固溶處理后在不同溫度時效處理顯微組織的OM和SEM像。可見,經兩步熱處理后,孔梁主要由αp相、αs相和β基體組成。隨著時效溫度的升高,其晶粒尺寸,αp相形狀、尺寸和含量無顯著變化,αs相含量則減少(表2),尺寸顯著增加。
圖8
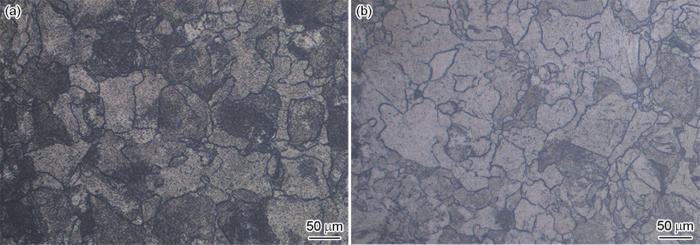
圖8 經800℃固溶處理1 h隨后在不同溫度時效處理4 h后Ti55531多孔材料孔梁組織的OM像
Fig.8 OM images of the porous Ti55531 specimens after solution treated at 800oC for 1 h followed by aging at 500oC (a) and 600oC (b) for 4 h
圖9
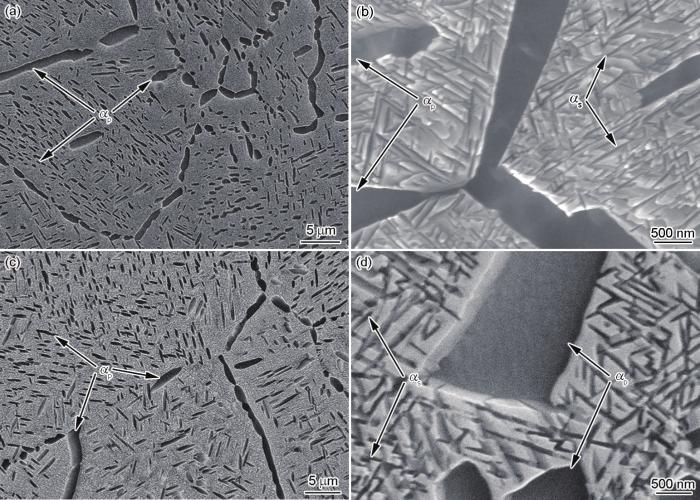
圖9 經800℃固溶處理1 h隨后在不同溫度時效處理4 h后Ti55531多孔材料孔梁組織的SEM像
Fig.9 Low (a, c) and high (b, d) magnified SEM images of the porous Ti55531 specimens after solution treated at 800oC for 1 h followed by aging at 500oC (a, b) and 600oC (c, d) for 4 h
2.3 熱處理對Ti55531合金多孔材料孔梁母材力學性能影響
為考察熱處理對Ti55531合金多孔材料孔梁母材本征力學性能的影響,隨爐打印了尺寸為直徑1.75 mm、長3.5 mm的小棒,并對其進行了壓縮性能測試(圖10)。結果表明,與原始打印態相比,熱處理后由于αp相和αs相的析出,孔梁母材強度升高,但塑性下降。當樣品經不同溫度固溶處理隨后同一溫度時效處理時,隨著固溶溫度的升高,孔梁母材的強度增加,塑性降低;樣品在同一溫度(800℃)固溶處理隨后在不同溫度時效處理時,隨著時效溫度的升高,孔梁母材的強度降低,塑性增加。如果樣品不經固溶直接進行時效處理,樣品強度較高,但塑性低于固溶處理樣品。與傳統鍛態Ti55531合金相比,固溶時效處理后SLM制備合金的強度更高[16]。
圖10
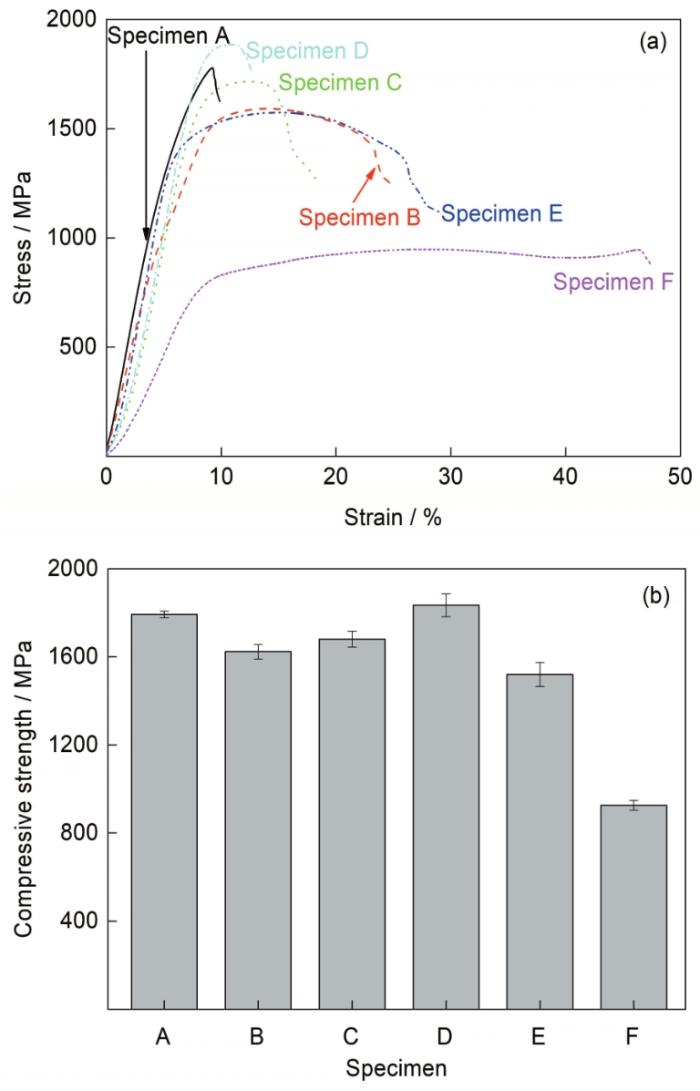
圖10 熱處理后Ti55531多孔材料孔梁母材壓縮應力-應變曲線和壓縮強度
Fig.10 Compressive stress-strain curves (a) and compressive strength (b) of the porous Ti55531 parent materials after different heat treatments
2.4 熱處理對Ti55531合金多孔材料力學性能的影響
圖11為原始打印態Ti55531合金多孔材料的壓縮應力-應變曲線和抗壓強度。由圖11a可見,對于原始打印態多孔樣品,其應力-應變曲線呈現出韌性金屬多孔材料變形行為。而熱處理后,多孔材料應力-應變曲線呈現出脆性金屬多孔材料的變形特征,當應力達到最高值后,出現了比較大的波動。圖11b表明,熱處理可以提高多孔材料的強度,但其變化趨勢與孔梁母材本征強度變化顯著不同。當樣品經不同溫度固溶處理隨后時效處理時,隨著固溶溫度的升高,多孔材料的強度降低;樣品在同一溫度固溶處理隨后在不同溫度時效處理時,隨著時效溫度的升高,多孔材料的強度升高。如果樣品不經固溶處理直接進行時效處理時,樣品強度最低。與具有相同孔隙特征的純Ti、Ti-6Al-4V、Ti2448合金等多孔材料相比,Ti55531合金多孔材料具有更高的強度,但其塑性較差[3,17]。
圖11
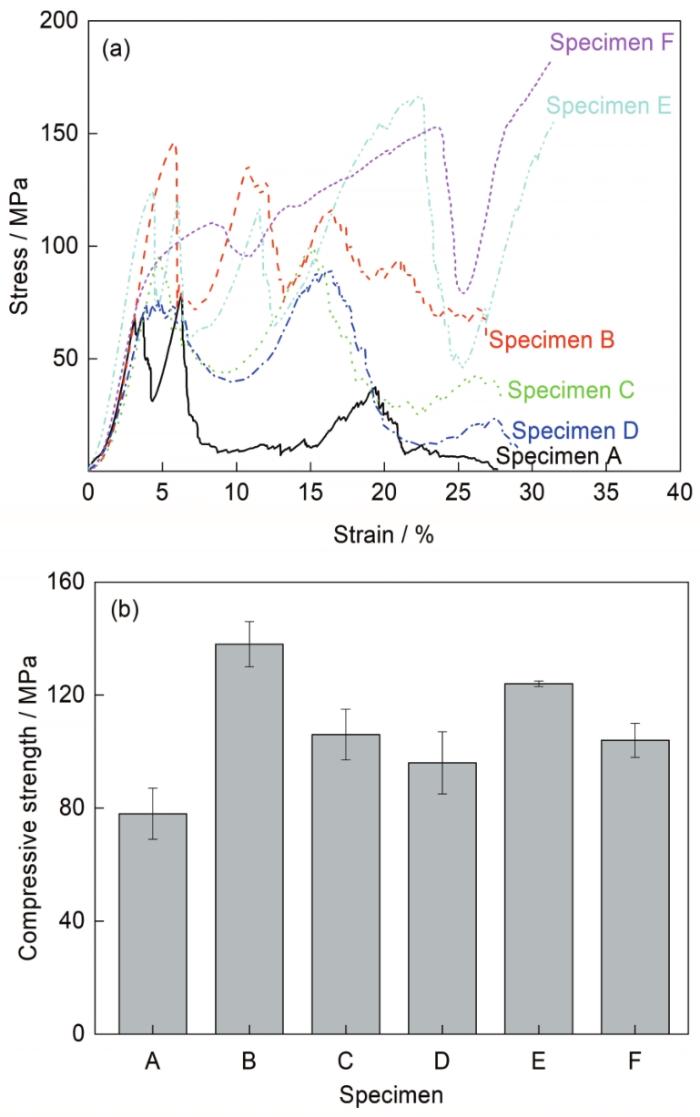
圖11 熱處理后Ti55531多孔材料壓縮應力-應變曲線和壓縮強度
Fig.11 Compressive stress-strain curves (a) and compressive strength (b) of the porous Ti55531 specimens after different heat treatments
3 分析討論
3.1 熱處理對Ti55531合金多孔材料孔梁母材力學性能影響機制
金屬材料的力學性能與其顯微組織密切相關。對于鈦合金來說,時效處理導致的強度提高主要與熱處理過程中形成的αs相含量及形貌有關,而αp相的含量、形貌及分布主要影響材料的塑性[18~20]。在本工作中,對Ti55531合金在相變點以上固溶處理隨后時效處理,樣品中析出相全部為αs相。αs相為鈦合金中的強化相[18,19],因此造成該合金強度顯著提高。由于αs相大都從β晶內析出,晶界的強度與晶內差別過大,造成材料過早地在晶界處失效,導致材料塑性降低[20]。對于未經固溶處理直接時效處理的樣品,其析出相也全為αs相,但相較于900℃固溶后時效樣品,由于SLM成形過程中的快速凝固特性,使合金組織中存在高密度位錯和較大的殘余內應力[21,22],造成了其時效過程中優先形核質點更多[23],促進了αs相形核,使得αs相含量更高,且αs相的尺寸更加細小,其晶內的強度與晶界處差別更大,造成其塑性更低。
對Ti55531合金在相變點以下固溶處理時,在其β晶界和晶內有αp相生成。晶界處不連續的αp相能夠強化晶界,降低晶界和晶內的強度差,避免材料從晶界過早開裂的傾向,晶內的αp相能夠協調與αs相的變形,因此αp相的析出有利于提高材料的塑性。隨著固溶溫度的提高,α相形核驅動力降低,熱力學穩定性減弱,導致保留到室溫的αp相減少[24,25],因此Ti55531合金塑性降低。而晶粒內部αp相減少為隨后時效過程αs相的析出提供了更多的析出空間,導致αs相析出數量增加,材料強度提高。當Ti55531合金在同一溫度固溶處理后再經不同溫度時效處理時,由于固溶溫度相同,αp相的形貌及含量相同,其力學性能的變化主要與αs相形貌和含量有關。隨著時效溫度的升高,為αs相的生長提供了更大的驅動力,同時降低了αs相的成核速率[26],使得αs相的尺寸有所增加,根據Hall-Patch關系,材料強度降低。而αs相尺寸增加,在塑性變形過程中會激活更多的滑移系,使得材料的塑性有所提高[27,28]。
3.2 熱處理對Ti55531合金多孔材料力學性能影響機制
上述實驗結果表明,熱處理后Ti55531合金多孔材料強度呈現出與其孔梁母材強度完全不同的變化趨勢。在增材制備過程中,由于多孔材料孔梁表面存在未熔融和半熔融黏附粉末顆粒,使其表面非常粗糙,形成凹凸不平的表面,這是增材制造多孔材料的一個特點[29,30]。在壓縮變形過程中,容易在孔梁表面凹坑處形成應力集中,促進裂紋的形成,造成孔梁還未達到孔梁母材本征強度的最大值就過早失效,降低了多孔材料結構的強度,因此熱處理后孔梁母材強度最高時其對應的多孔材料強度并未達到最高值,2者呈現出不同的變化趨勢。材料抵抗裂紋形成與擴展的能力主要與材料韌性有關[31,32]。為使材料具有較高的抵抗裂紋生成的能力,要求材料具有較高的韌性。韌性一般可以定性地表示為材料在斷裂前吸收能量和進行塑性變形的能力,其大小與其強度和塑性的匹配密切相關。為表征材料強度、塑性與韌性的關系,溫茂萍等[33]提出斷裂能的概念,斷裂能是指試樣在拉伸或壓縮過程中,在裂紋出現前單位體積所吸收的能量,其計算公式為[33]:
式中,Wt為拉伸斷裂能,J/m3;σt為拉伸應力,MPa;Wc為壓縮斷裂能,J/m3;σc為壓縮應力,MPa;ε為拉伸或壓縮應變;εb為最大拉伸或壓縮應力下的應變。可見,斷裂能與材料韌性定性表述的物理意義相近,斷裂能與韌性存在對應關系,斷裂能高,則韌性好。根據圖10a,按照
圖12
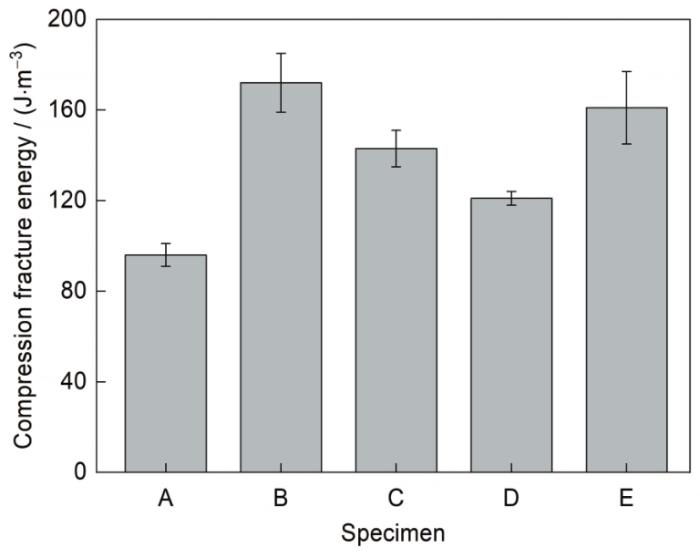
圖12 不同熱處理后Ti55531合金多孔材料孔梁母材壓縮斷裂能
Fig.12 Compression fracture energies of the parent materials of porous Ti55531 specimens after different heat treatments
4 結論
(1) SLM制備的Ti55531合金多孔材料,在750~900℃之間進行固溶處理后在500~600℃之間進行時效處理。固溶時效處理后,孔梁組織由α相和β相組成。
(2) 隨著固溶溫度升高,孔梁組織中αp相含量減少,αs相含量增加,孔梁母材的抗壓強度升高,塑性降低,使得壓縮斷裂能降低,韌性變差。隨著時效溫度的升高,孔梁組織中αp相形貌、尺寸和含量無明顯變化,αs相的含量減少,尺寸增加,孔梁母材抗壓強度降低,塑性增加,使得壓縮斷裂能增加,韌性變好。
(3) 鈦合金多孔材料抗壓強度與其孔梁母材韌性密切相關。通過熱處理調節材料強度和塑性匹配,提高其韌性,能夠有效改善多孔材料的壓縮強度。
來源--金屬學報 滬公網安備31011202020290號
滬公網安備31011202020290號
