本鋼集團(tuán)有限公司�,遼寧 本溪 117000
摘要: 低合金高強(qiáng)鋼廣泛應(yīng)用于汽車板的加強(qiáng)件,為了更好地適應(yīng)汽車零部件成形�,改善屈強(qiáng)比����,提高延伸率�����,文章探討了不同含量的Ti對(duì)低合金高強(qiáng)鋼組織性能的影響。結(jié)果表明�����,在熱軋���、冷軋工藝相同的條件下���,隨著合金元素Ti的含量增多屈服強(qiáng)度明顯升高�,Ti質(zhì)量分?jǐn)?shù)每增加0.01%,冷軋板屈服強(qiáng)度增大10~15 MPa�,抗拉強(qiáng)度增加20~30 MPa�����,冷軋金相組織為F+(M-A)組元+B少量,隨合金成分Ti含量升高�,晶粒度變小�����。
低合金高強(qiáng)鋼具有較高的強(qiáng)度、良好的成形性能和焊接性能����,廣泛應(yīng)用于汽車板的加強(qiáng)件���,但是在生產(chǎn)過(guò)程中也會(huì)出現(xiàn)屈強(qiáng)比低����、難以控制等因素���,使得廠家在沖壓時(shí)不能滿足要求�。為了更好地適應(yīng)汽車零部件成形�����,改善屈強(qiáng)比�����,提高延伸率,研究者發(fā)現(xiàn)在鋼中加入鈮、釩����、鈦等合金元素����,通過(guò)晶粒的細(xì)化使得屈服強(qiáng)度提高��,延伸率有所改善����,從而更好的滿足客戶需求�。本文通過(guò)控制Ti合金的加入量對(duì)再結(jié)晶奧氏體晶粒的細(xì)化進(jìn)行探討,從而極大地改善低合金高強(qiáng)鋼的屈強(qiáng)比[1]。
1. 實(shí)驗(yàn)過(guò)程
1.1 實(shí)驗(yàn)鋼的化學(xué)成分
影響低合金鋼性能的因素有很多�,其中合金成分是一個(gè)重要的因素�����,尤以Nb+Ti最為顯著。針對(duì)實(shí)際生產(chǎn)情況��,在熱軋��、冷軋工序工藝基本相同的條件下,對(duì)冷軋成品組織性能進(jìn)行檢驗(yàn)分析�,從而得出不同含量Ti對(duì)鋼性能的影響�����。幾爐實(shí)驗(yàn)鋼的主要化學(xué)成分及Ti含量見(jiàn)表1���。
1.2 各工序工藝情況
實(shí)驗(yàn)鋼熱軋工藝溫度按照設(shè)定工藝執(zhí)行。軋制出4塊規(guī)格為3.0 mm×1550 mm的熱軋卷。
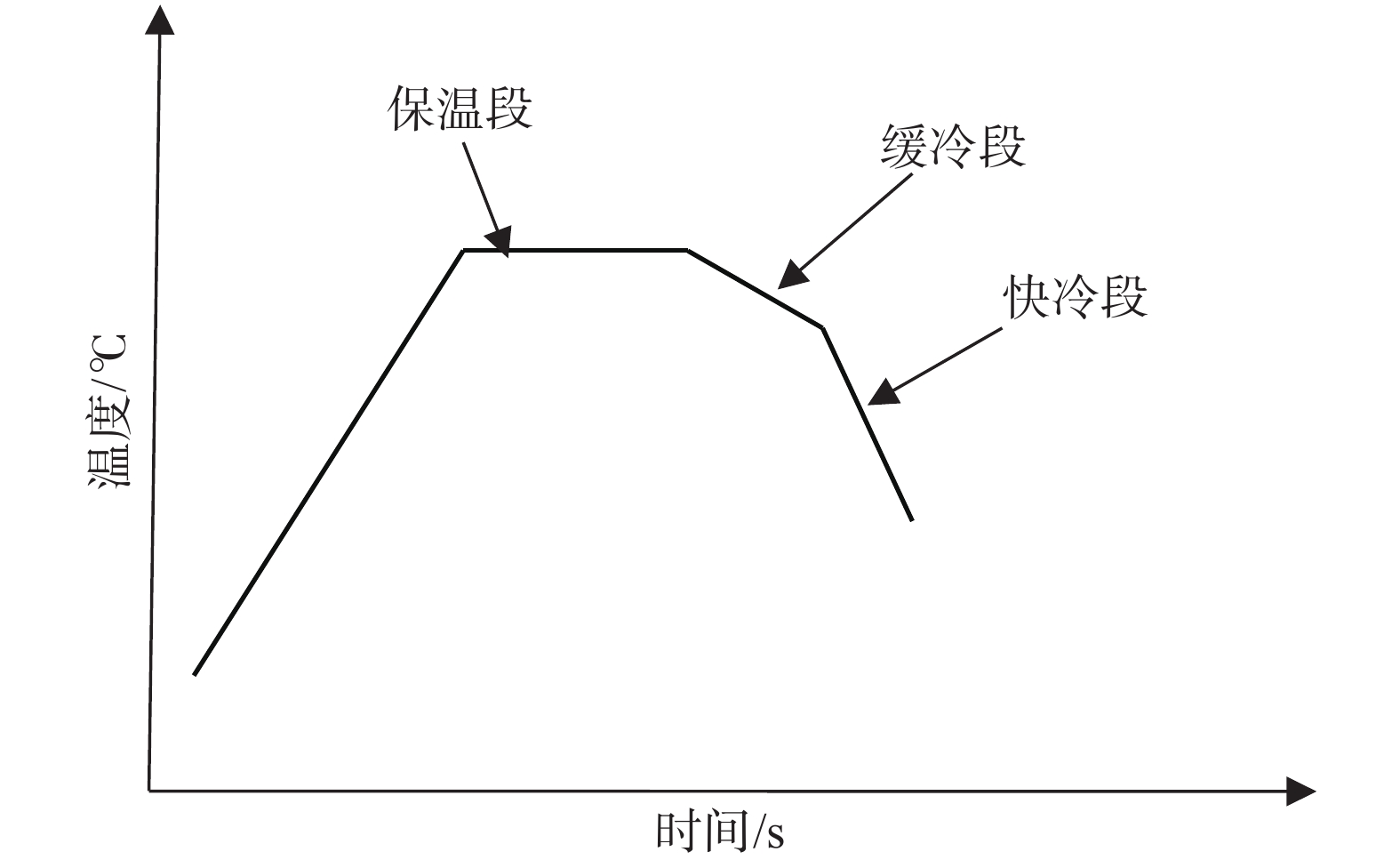
連退加熱溫度����、保溫溫度����、緩冷溫度��、快冷溫度�,過(guò)時(shí)效溫度控制在工藝設(shè)定范圍內(nèi)��,成品厚度為1.5 mm���,連退速度控制在100 m/min�,具體工藝流程如圖1所示��。冷軋實(shí)際控制溫度見(jiàn)表2�����。
1.3 組織及性能檢測(cè)
冷軋連退生產(chǎn)成品卷后�,在不同位置取樣制作試樣,在電子萬(wàn)能試驗(yàn)機(jī)上進(jìn)行拉伸實(shí)驗(yàn)�。金相試樣進(jìn)行樣品打磨��、拋光,用Lepera試劑腐蝕����,利用光學(xué)顯微鏡�����、掃描電鏡觀察組織形態(tài)[3]。
2. 實(shí)驗(yàn)結(jié)果
2.1 力學(xué)性能
在冷軋卷中部位置取試樣進(jìn)行加工����,分三個(gè)方向進(jìn)行檢驗(yàn)���,每個(gè)方向取6個(gè)試樣最后取平均值����,研究各向異性�,出廠性能和用戶質(zhì)保書(shū)性能主要是垂直軋向方向性能指標(biāo)。
冷軋力學(xué)屈服強(qiáng)度�����、抗拉強(qiáng)度����、延伸率性能檢驗(yàn)均值見(jiàn)表3,三個(gè)不同方向檢驗(yàn)性能見(jiàn)表4�����。從性能檢驗(yàn)結(jié)果分析得出�,出廠檢驗(yàn)結(jié)果和技術(shù)中心取樣檢驗(yàn)結(jié)果相近���。隨著Ti含量的增加屈服強(qiáng)度和抗拉強(qiáng)度均增大�����,延伸率變化不大��。Ti的質(zhì)量分?jǐn)?shù)每增加0.01%�,屈服強(qiáng)度增加10~15 MPa�����,抗拉強(qiáng)度增加20~30 MPa����。從試樣的三個(gè)方向性實(shí)驗(yàn)來(lái)看����,0°方向(平行軋向方向)屈服和抗拉強(qiáng)度最大,45°方向屈服和抗拉強(qiáng)度最小�,屈服強(qiáng)度差值在10 MPa左右�,抗拉強(qiáng)度在15 MPa左右����,延伸率變化不大。
2.2 金相組織
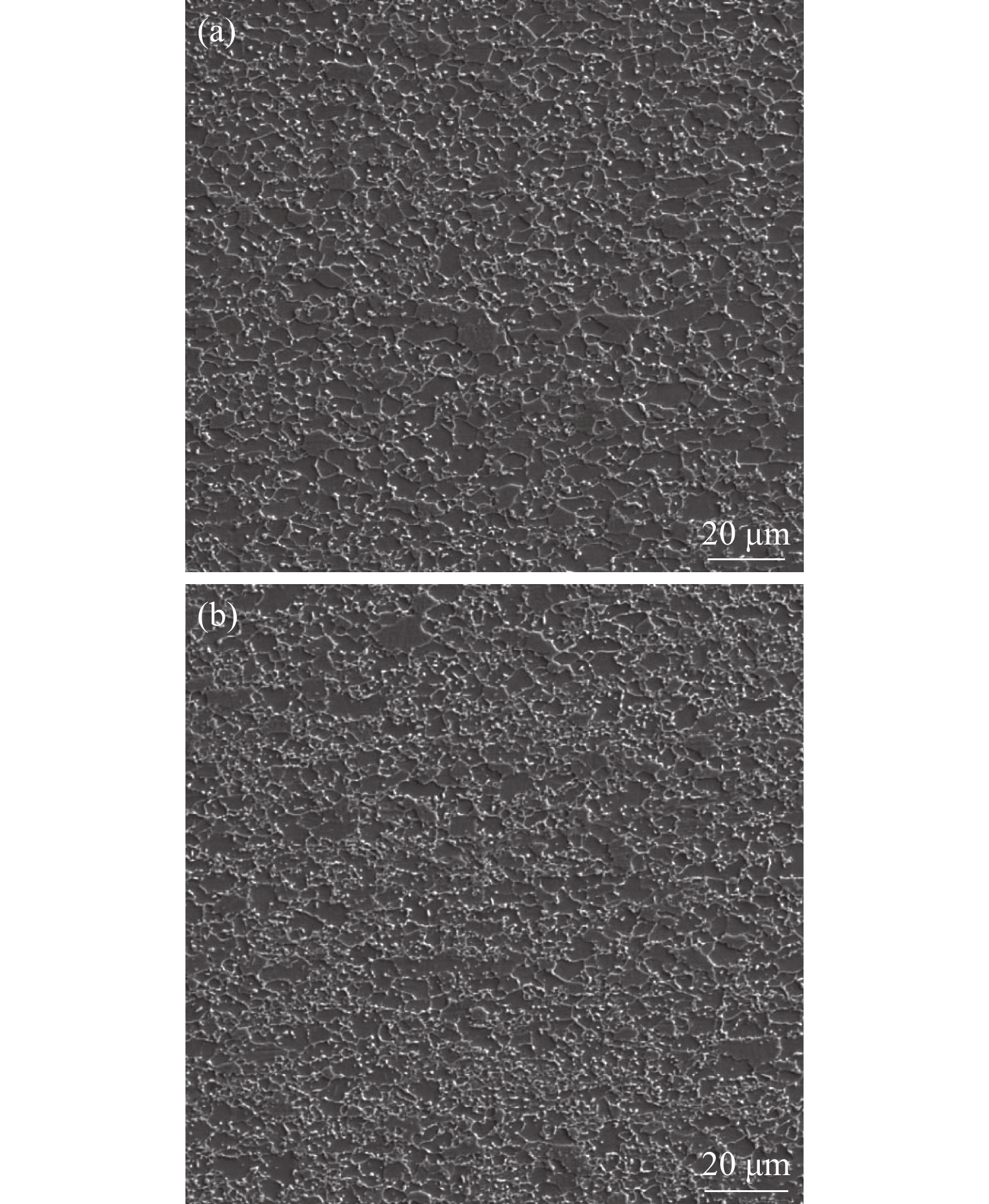
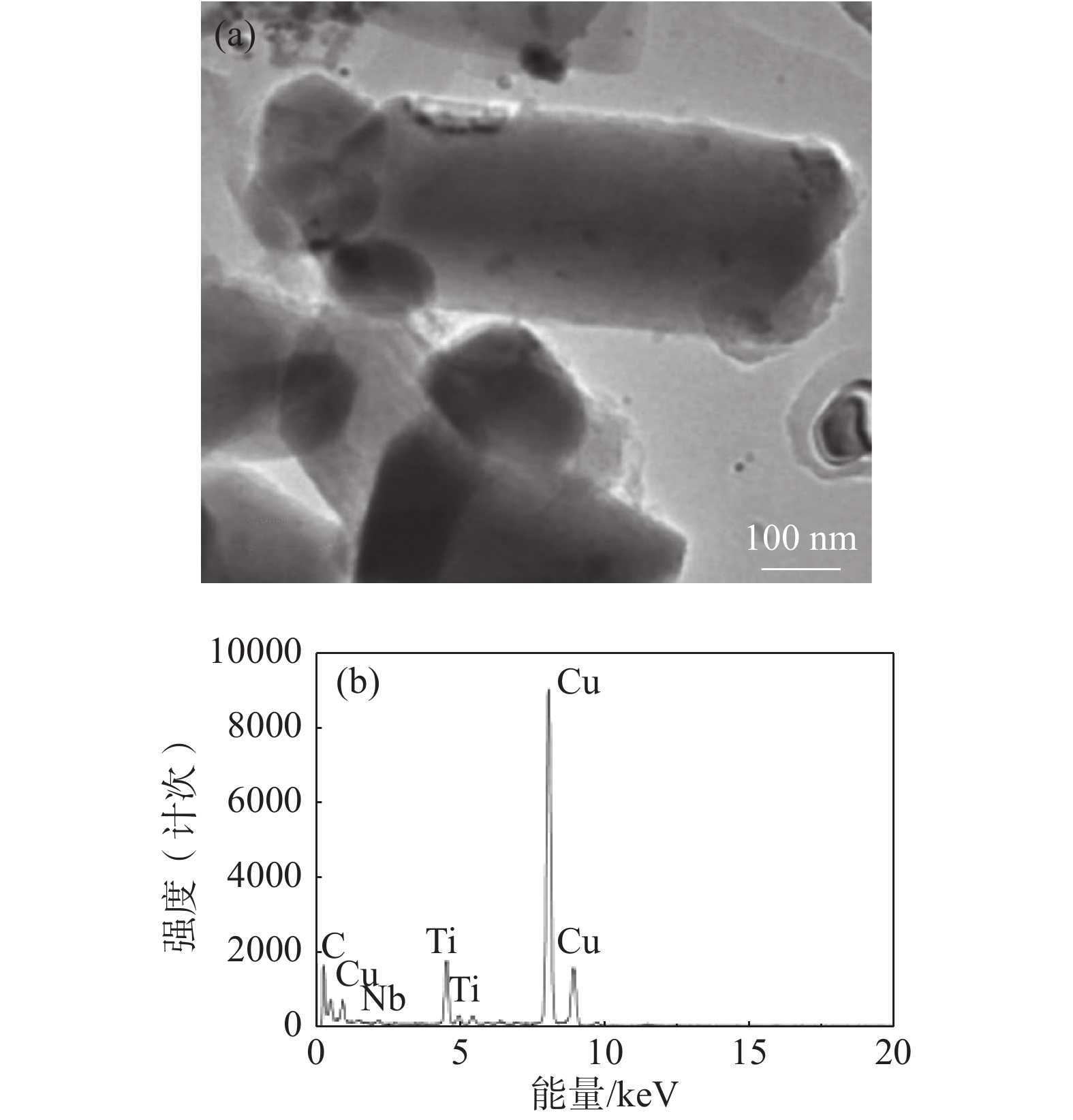
對(duì)不同Ti含量的試樣進(jìn)行金相觀察����,發(fā)現(xiàn)試樣組織均為F+(M-A)組元+B少量����,但晶粒度不同��,1#12,4#13.9,并且Ti含量越多晶粒度越小��、強(qiáng)度越大(圖2)��。圖3為熱軋卷曲溫度600 ℃下熱軋卷中的微合金析出物形貌及能譜分析�����。從圖中可以看出析出物大多為幾十nm到300 nm的(Ti,Nb)C,細(xì)化的晶粒可以阻止奧氏體晶粒長(zhǎng)大,延遲熱變形過(guò)程中的再結(jié)晶�,改變?cè)俳Y(jié)晶動(dòng)力學(xué)以及形成析出物[2]�����,從而提高材料強(qiáng)度并改善韌性。
2.3 Ti元素強(qiáng)化機(jī)制
Nb��、Ti合金元素的加入形成的氧化物�、硫化物�����、碳化物和氮化物對(duì)鋼的性能產(chǎn)生明顯影響[3]�,同時(shí)發(fā)現(xiàn)有少量的溶質(zhì)對(duì)晶界或相界遷移有一定的影響���。成形性和焊接性要求低含量的非金屬夾雜����,因此必須避免相對(duì)粗大的氧化物和硫化物的出現(xiàn)。而對(duì)于低合金高強(qiáng)鋼來(lái)說(shuō)提高屈強(qiáng)比的同時(shí),要保證良好的延伸性和成形性���,微合金化元素在熱軋帶鋼生產(chǎn)過(guò)程的多面作用取決于它以固溶還是析出形式存在。在熱軋過(guò)程中一方面要阻止晶粒長(zhǎng)大與再結(jié)晶,另一方面要控制相變。合金元素的加入對(duì)于熱軋的晶粒產(chǎn)生影響���,熱軋晶粒越小冷軋產(chǎn)品組織晶粒也細(xì)小�,微合金化影響再結(jié)晶退火后的晶粒尺寸。隨著Nb����、Ti合金元素的加入量增多����,強(qiáng)度也顯著增強(qiáng)[4]��。
3. 結(jié)束語(yǔ)
(1)在Nb含量固定的情況下�����,低合金高強(qiáng)鋼隨著Ti含量的增加強(qiáng)度逐漸增大�,延伸率基本不變����。Ti的質(zhì)量分?jǐn)?shù)每增加0.01%,屈服強(qiáng)度增加10~15 MPa,抗拉強(qiáng)度增加20~30 MPa��。通過(guò)增加Ti含量解決低合金高強(qiáng)鋼HC500LA級(jí)別以上的強(qiáng)度問(wèn)題�����,提高屈強(qiáng)比�,能夠更好的適應(yīng)市場(chǎng)需求����。
(2)低合金高強(qiáng)鋼表現(xiàn)出各向異性,其中與軋制方向平行方向的強(qiáng)度最大,45°方向最小����,屈服強(qiáng)度差值在10 MPa左右,抗拉強(qiáng)度在15 MPa左右��。
(3)冷軋板組織為F+(M-A)組元+B少量�����,晶粒度在10~14��,并且隨著Ti含量的增加晶粒逐漸減小、強(qiáng)度逐漸增大���。
來(lái)源:金屬世界

檢檢測(cè)")

關(guān)注")

 下載:
下載: